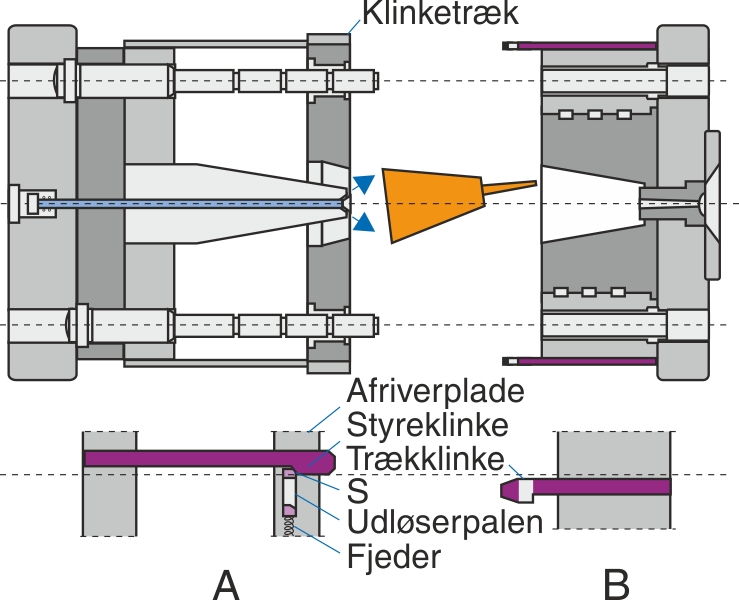
Trepladeværktøj med klinketræk
Ved maskinens åbning af formen åbnes først formdelelinje A, indtil den skrå flade ”S” på styreklinken udløser palen, hvorved delelinje B frigøres. Emnet er afformet, og maskinen kan fortsætte med den videre åbnebevægelse.
Det, at åbnebevægelsen kan fortsætte, betyder, at afstanden mellem afriverpladen og den faste formpart kan tilpasses en bedre frihøjde for emnet end værktøjskonstruktionen ”Trepladeværktøj med fire trækstænger eller stopstænger”, der for så vidt er låst af trækstængernes længde.
Afriverpladens bevægelse afpasses til ønsket åbnevej ved regulering af længden af styreklinken.
Værktøjskonstruktionen er uden udstøderkasse, idet emnet afformes via afriverpladen og klinketrækket. Som hjælp til afformningen er der påbygget en luftventil til støtteluft.
Formen vil kunne indbygges i en noget mindre maskine end den ma-skine, som værktøjet med afriverring og med udstøderkasse kræver, altså en passende størrelse maskine i forhold til emnet og lukkekraftbehovet.