Fejl ved halvfabrikata
For at kunne fremstille højkvalitetsemner må den plastplade, man anvender, også være et kvalitetsprodukt. Det betyder, at der både er krav til materialet og til fremstillingen af pladen. Baggrunden for ensartethed af plastemnet er, at den anvendte plastplade er af samme kvalitet og har samme egenskaber som referencepladen – både hvad angår termoformbarhed, farve, overflade, polymer, tykkelse og krymp. Man skal både være opmærksom på variationer i den enkelte leverance (batch) og variationer mellem de enkelte leverancer.
Tykkelsestolerancen er afhængig af pladens tykkelse, plasttype og fremstillingsmetode. Tilnærmet kan tykkelsestolerancen beregnes som:

For støbte materialer eksempelvis PMMA er tykkelsestolerancerne større, samtidigt varierer den enkelte plade mere, idet den kan være tyndere i vis-se områder.
Hvis der ved ekstrudering af en plade anvendes samme granulat, men forskellige procesparametre (aftrækshastighed, masse- og dysetemperatur osv.), ændres pladens opførsel ved termoformning, hvorfor det kan være nødvendigt at ændre forarbejdningsparametrene.
For at opnå så ensartet en plade som muligt fra produktion til produktion er det nødvendigt, at råmaterialet er så ensartet som muligt, og at der ved fremstilling af pladen anvendes samme ekstruder og samme fremstillingsparametre.
Hygroskopiske plastmaterialer skal være pakket luft- og damptæt, indtil de anvendes ved termoformmaskinen, ellers må de fortørres. Visse plader vil afhængigt af materialetykkelse og luftfugtighed allerede have optaget fugt efter 30 min. Hvis en pladetype fx har optaget for megen fugt efter to timer, må man ikke tage mere materiale frem, end der bruges i denne periode.
Uhomogene plader kan allerede ved opvarmning eller ved forblæsning og formning få huller eller revne. Det formede emne kan også have ”knolde” af indstøbt usmeltet materiale. Denne type fejl opstår oftest, hvis der er tale om genbrugsmateriale, som er forurenet af fremmede partikler, fx andre plasttyper, træ og papir.
Ved coekstruderet materiale kan lagene delaminere, hvis de ikke hæfter godt nok til hinanden, eller hvis det ene lag er for tyndt.
De hyppigste fejl er dog ekstruderingsstriber, variation i narvtydelighed og farvefejl. Narv er det mønster, der kan være valset ind i pladens overflade.
Ekstruderingsstriber er små fuger i pladeoverfladen, der stammer fra ekstruderdysen. Striberne er altid i ekstruderingsretningen.
Variationen i narvtydelighed er forskelle i den dybde, narven har på plastpladen. Den kan variere hen over plastpladen og/eller fra leverance til leverance.
Farveforskelle er nok den mest almindelige ”pladefejl”. Da der er ret vide tolerancer for farven på indfarvede plader, vil selv plader, hvor en farveforskel er tydelig ved sammenligning mellem to plader, ofte ligge inden for denne tolerance. For at kunne vurdere farveforskelle er det vigtigt at opbevare en af kunden godkendt referenceprøve eller et farvekort, der kan anvendes ved kontrol. Disse prøver skal til daglig være opbevaret i et mørkt skab eller lignende, idet de vil ændre farve, hvis de udsættes for meget lys.
I klare plader vil man næste altid kunne finde små, sorte prikker, der stammer fra forbrændt materiale. Her fastsættes tolerancen ud fra, hvor mange prikker af de forskellige størrelser der accepteres.
Der kan optræde temperaturforskelle i en rulle eller pladestak, fx hvis materialet umiddelbart før formning er kommet lige fra et koldt lager eller har haft kort lagringstid efter produktion, hvor kun den yderste del er kølet ned. Forskellen i temperatur mellem rullens/stakkens overflade og kerne betyder, at det ikke er muligt at finde en ideal opvarmningstid, da den er påvirket af materialets begyndelsestemperatur.
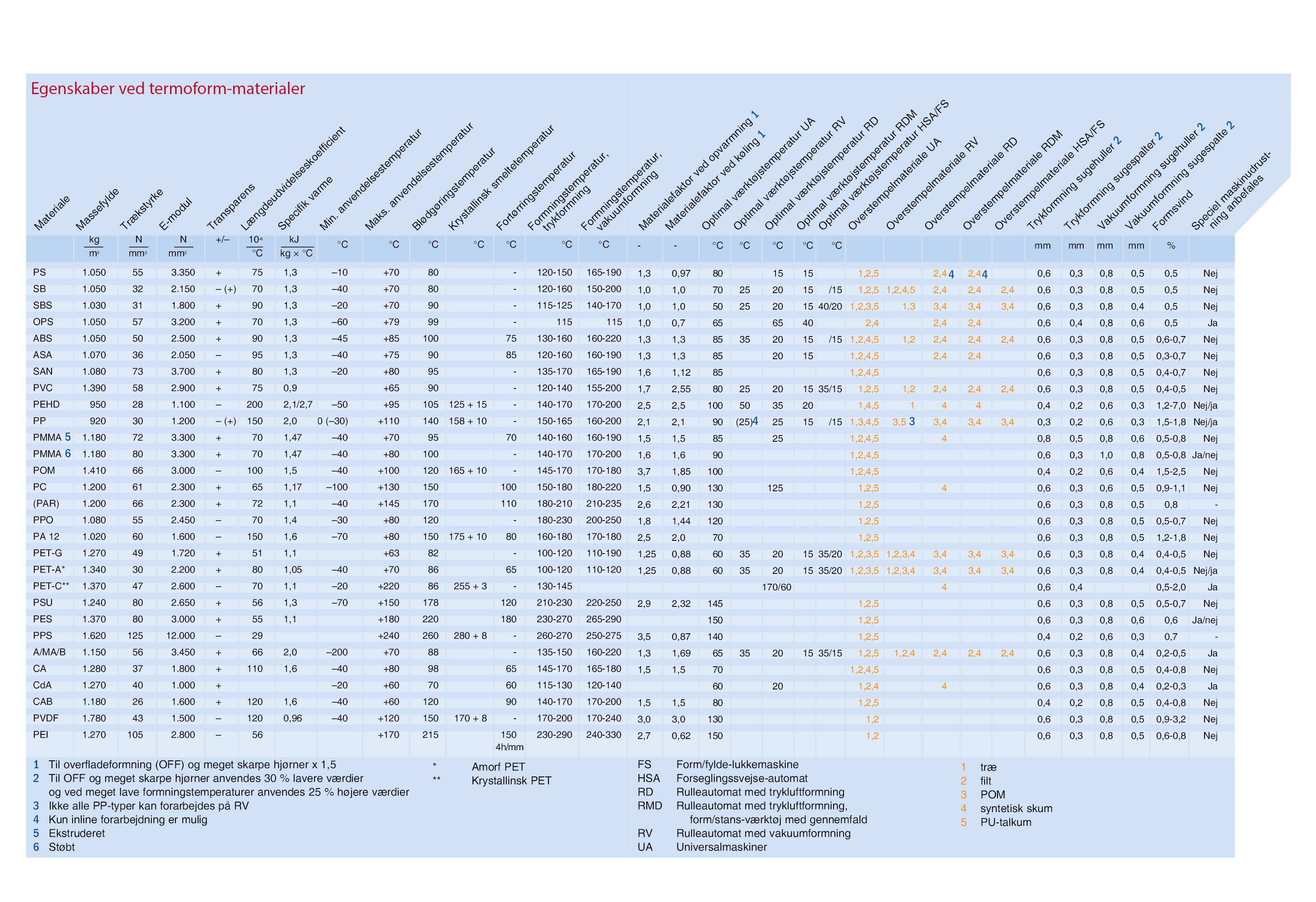
Egenskaber ved termoform-materialer
Denne tabel rummer en stor mængde generelle og termoform-specifikke materialeegenskaber. Klik for fuld størrelse.