Styren-butadien-copolymer
Slagsejhed, brudtøjning og sejhed af PS kan – som ovenfor nævnt – forbedres ved modifikation med en gummikomponent.
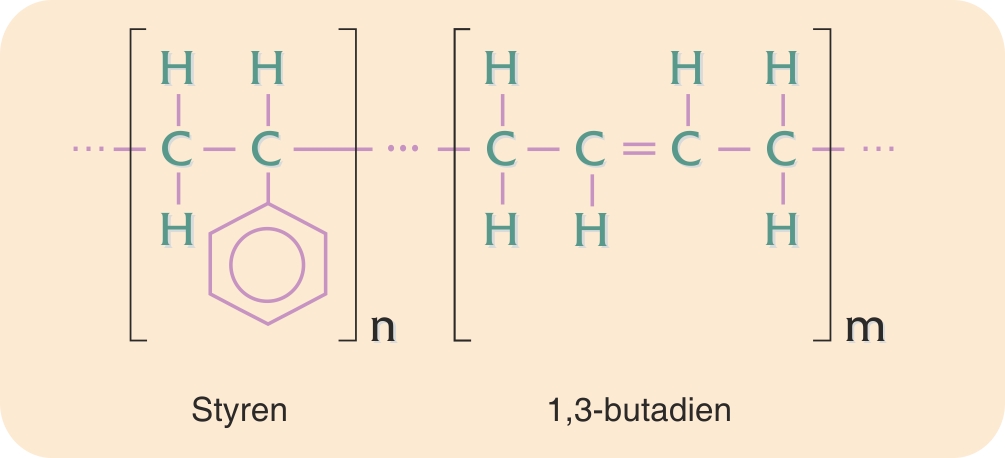
Ved copolymerisation af styren og 1,3-butadien opstår styren-butadien-copolymer, også kaldet slagfast polystyren, med forkortelsen SB. Ved iblanding af butadiengummi i polystyren (ydre blødgøring) kan samme effekt opnås. I kommercielle produkter ud- gør styrendelen omkring 2/3. I molekylerne virker butadien-segmenterne som bøjelige led mellem de stive styren-segmenter, hvorved der opstår en sej og slagstærk termoplast.
Egenskaber
Samtidig med stor slagsejhed og god brudtøjning har SB god stivhed og varmebestandighed.
SB tillader større designfrihed end de fleste transparente polymerer og udviser stor målfasthed, idet formsvindet er lavt.
Materialerne blandes godt med andre termoplast, fx polystyren, styren-acrylnitril-copolymer, polypropylen og polycarbonat.
SB fremstilles stort set til to procesområder: sprøjtestøbning og ekstruderingstermoformning. Sprøjtestøbekvaliteterne har højere styrenindhold for at give større overfladehårdhed, stivhed og overfladeglans.
Termoformningskvaliteterne anvendes sædvanligvis blandet med PS til en passende kombination af let forarbejdelighed og sejhed.
Gennem kontrol af længden af butadien-segmenterne i copolymererne kan disse fås i transparente udgaver. Derimod vil de typer, der består af sammenblandet polystyren og butadiengummi, på grund af gummiet være ugennemsigtige, undtagen ved ganske små tykkelser.