To-trins-udstødning med tilbagetryksenhed
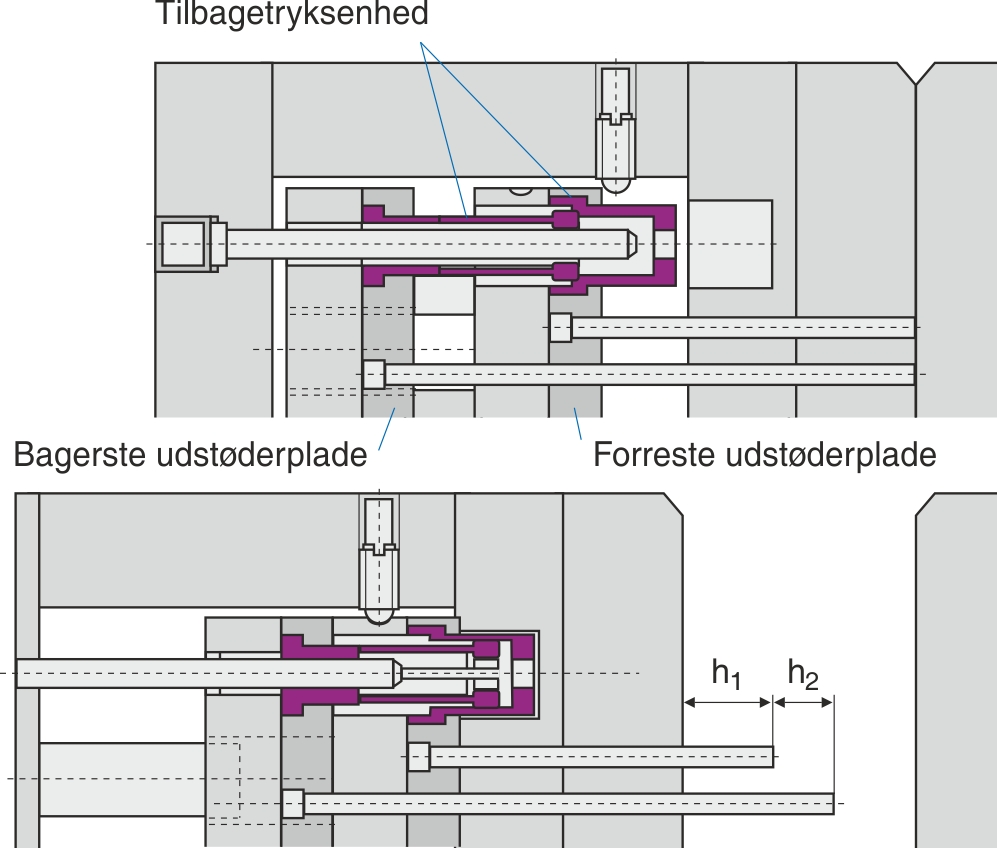
Princippet i to-trins-udstødning med tilbagetryksenhed vises på figuren til venstre.
Den øverste tegning viser værktøjet lukket, og der er afstand mellem de to hold udstøderplader. Ved aktivering af maskinens hydrauliske udstøder går først den bagerste udstøderplade frem – udstødningens første trin, hvorved indløbet afformes – hvorefter den skubber den forreste udstøderplade med videre fremad.
Når den bagerste udstøderplade er så langt fremme, at stiften i tilbagetryksenheden slipper tilbagetryksenheden, vil dens kæber blive klemt sammen, således at den kan fortsætte videre frem i bøsningen, idet den bagerste og den forreste udstøderplade følges ad til udstødningens andet trin, hvorved emnet afformes.
Lukning af værktøjet sker i modsat takt.