Snekkeprofil
Snekken kan karakteriseres ved at bestå af en snekkekerne, omkring hvilken snekkeprofilen, snekkegængerne, snor sig skrueformet i snekkens længde.
Mellem snekken og sprøjtecylinderens væg tillades et vist spillerum, som er afhængigt af snekkens længde/rethed, idet snekkegængerne ikke må skrabe mod cylindervæggen. Spille-rummet eller tolerancen ligger mellem 0,1 og 0,3 mm.
Under doseringen formindskes materialets volumen fra at være granulatkorn, der fylder noget mere end den smeltede plast. Det er derfor vigtigt, at materialet får forholdsvis mindre plads, efterhånden som doseringen skrider frem, og materialet smelter, så luften mellem granulatkornene presses bagud i snekken og op gennem materialetragten. Dette opnås ved at mindske enten snekkestigningen eller dybden på snekkegængerne.
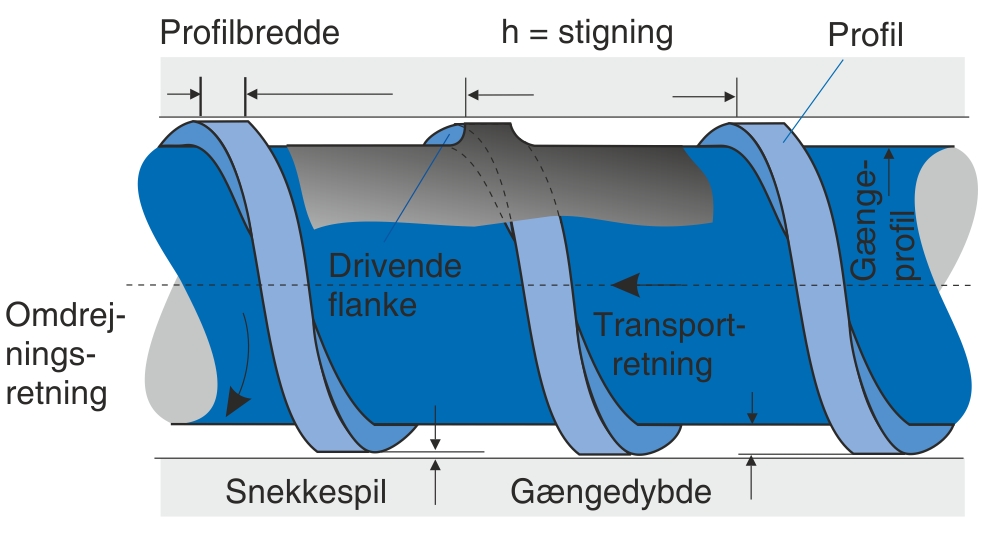
På nyere sprøjtestøbemaskiner er snekkestigningen konstant modsat på ældre maskiner, hvor snekkestigningen er faldende hen mod snekkespidsen.
Når snekkestigningen er konstant, må gængedybden gøres mindre ligeledes hen mod snekkespidsen for at imødekomme behovet for smeltens volumenformindskelse.