Phenolplast
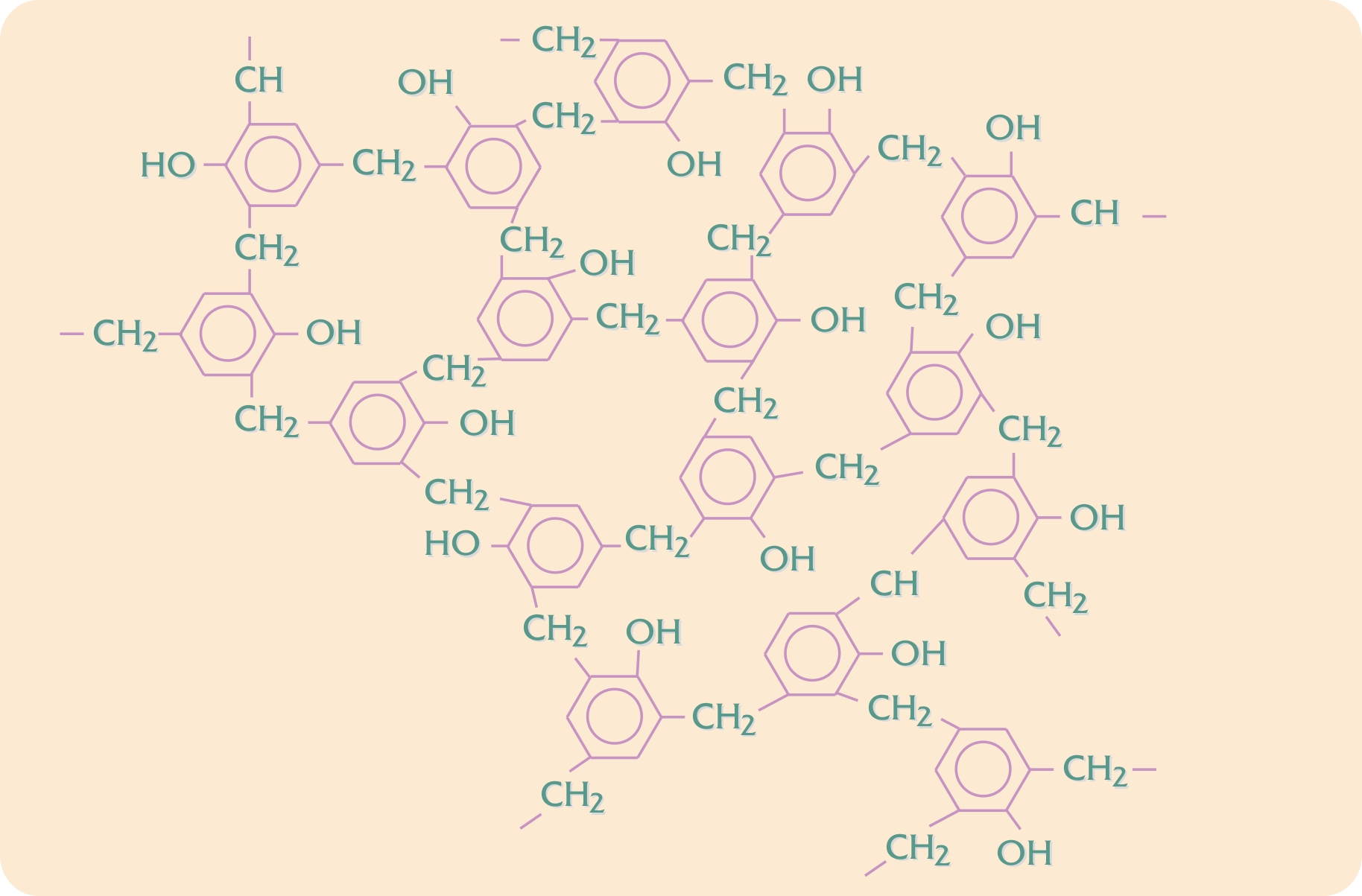
Phenolplast er polykondensationsprodukter af phenol og formaldehyd. De er hærdeplast – hårde og stive samt sprøde eller kærvfølsomme. Som støbemasse anvendes phenolplast derfor altid sammen med fyldstoffer eller forstærkningsfibre.
Phenolplast er den næstældste plast og den ældste hærdeplast og helsyntetiske plast. Phenolplast blev første gang udviklet i 1909 af belgieren Leo Baekeland, men blev produceret i USA af Union Carbide og forhandlet under navnet Bakelit®.
Der er to typer af phenolpolymerer: resol, som fremstilles ved en ét-trinsproces, og novolak, der fremstilles i to trin.
Resol dannes ved overskud af formaldehyd i reaktionsblandingen. Reaktionen afbrydes, før der er sket væsentlig tværbinding, så formgivning senere kan foregå under samtidig dannelse af de resterende tværbindinger.
Ved reaktion mellem phenol og underskud af formaldehyd dannes et fast mellemprodukt, kaldet resitol, som senere kan færdigreagere (hærde) ved tilsætning af den manglende mængde formaldehyd. Resitol forhandles med hexamethylentetramin iblandet. Ved opvarmning spaltes dette stof til formaldehyd og ammoniak. Herved leveres den manglende mængde formaldehyd, og ammoniakken virker som katalysator.