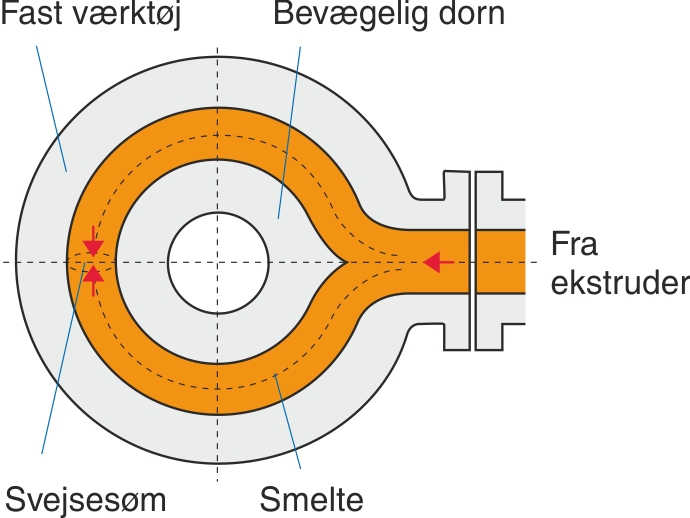
Sidefødt slangehoved
Det sidefødte hoved har bevægelig dorn, hvilket betyder, at dornen går hele vejen op gennem hovedet og op til hydraulikcylinderen, som sidder på toppen af hovedet. Plasten kommer således ind gennem siden af hovedet og skal bevæge sig på begge sider rundt om dornen og mødes på modsatte side.
Det resulterer i en svejsesøm/sammenflyd-ningssøm i plasten.

Ved letflydende materialer vil der sjældent være problemer med denne søm. Men ved sejtflydende materialer kan der ofte være problemer med at få en holdbar søm. Ofte vil der også være misfarvning af materialet i sømmen, hvilket kan skyldes, at materialet flyder langsommere der, hvor det berører hovedets flader. Langs skillevæggen, hvor de to materialestrømme mødes, glider materialet normalt langsommere, og ofte vil dette medføre forlænget opvarmning af plasten og dermed begyndende nedbrydning eller misfarvning.
Ekstra tilførsel af varme til dette område af hovedet kan være en mulig løsning på problemet. Derved mindskes gnidningsmodstanden mod metallet. Men efter at have passeret uden om dornen skal plasten flyde sammen igen. Derfor er hovedet udført med god plads i toppen af hovedet. Dette forstørrede rum mindskes ned mod dysen for at opnå en trykstigning omkring materialet, således at det presses sammen til en sammenhængende masse.
Man må dog altid være opmærksom på, at hvor plastsmelten har været skåret op, er der risiko for en dårlig svejsesøm/sammenflydningssøm.
For at lede plaststrømningen mest muligt ensartet er der udviklet dorntyper med forskellige strømningskanaler. Mest anvendt er nok hjerteformet strømningskanal.
En ting, man skal tage hensyn til ved det sidefødte hoved, er, at strømningen vil finde sted, hvor der er kortest mulig vej til dysen, hvilket bevirker, at plasten har en tendens til at løbe hurtigere ned langs indløbssiden af dornen. Slangen vil da umiddelbart blive tykkere i indløbssiden.