Opvarmning med temperaturstyrede varmeelementer
Keramikvarmeelementer kan fås med temperaturmålere (pilotstrålere) til temperaturregulering af varmefladen. Varmeelementerne styres via pilotstråleren både i varmefasen og i hvileperioden.
Ved opstart af maskinen bliver elementerne opvarmet med 100 % opvarmningstid, indtil den ønskede temperatur er nået. Plade/folie-temperaturen bestemmes af varmeelementernes temperatur og opvarmningstiden, eller pladens temperatur måles i et punkt, og opvarmningstiden slutter, når dette punkt når en ønsket temperatur.
I hvileperioden kører varmefladen ind over en reflektor. I denne position reduceres energiforbruget til ca. 25 %. For at reducere opvarmningstiden på tykkere plader (fra ca. 4 mm), bliver der i starten intensivt opvarmet med en højere stråletemperatur. Derefter opvarmes med en lavere stråletemperatur (for at beskytte plastpladens overflade mod nedbrydning), indtil pladen har opnået den ønskede formningstemperatur. Ved varmeskabet i position ’tilbage over reflektoren’ opvarmes pilotstråleren til den indstillede temperatur, mens pilotstråleren i position ’fremme over pladen’ opvarmes til den indstillede temperatur minus temperatursænkningen (fx 599 °C – 50 °C = 549 °C).
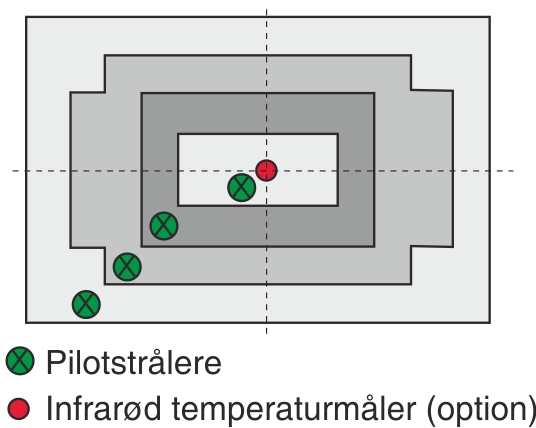
I stedet for at anvende alle varmeelementer som pilotstrålere, hvilket er kompliceret og dyrt, samles varmeelementer med samme temperatur i zoner (isotermer). Derved anvendes kun én pilotstråler pr. zone. Den reguleres til ± 2 °C, og det tilkoblede varmeelement tændes og slukkes sammen med pilotstråleren.
Ved flerzone-isoterm-opvarmning har varmefladen – alt efter maskinstørrelse – tre eller flere ringformede strålezoner med hver én pilotstråler. Ved passende temperaturindstilling af de enkelte zoner opnås ensartet temperatur på hele plastpladens overflade. De af maskinleverandøren an-befalede indstillinger for de enkelte zoner bør også anvendes ved produktion på små pladeformater. Kun ved meget små pladeformater kan temperaturen i den yderste ring sænkes. Det anbefales ikke at slukke totalt.
Ved flerzone-isoterm-opvarmning med flere pilotstrålere pr. zone kan man tilordne det enkelte varmeelement til en ønsket pilotstråler og derved skabe en ny zonefordeling. Det enkelte varmeelement vil så tændes og slukkes i takt med den pilotstråler, der er tilordnet. Derved opnås hurtigere stabil kørsel, end hvis man blot slukker for enkelte elementer.
Ydelsesstyrede varmeelementer
Til keramiske, kvarts- eller halogen-varmeelementer indstilles varmebilledet ved denne styring ikke via varmeelementets temperatur, men i procent af elementernes maksimale ydelse. Plastpladens/foliens temperatur er så et resultat af opvarmningstiden, varmeelementets indstillede ydelse (%) og den ikke-kontrollerede temperatur af varmeelementet.
Pladetemperaturstyrede varmeelementer
Ved denne styring, der kan an-vendes til keramiske, kvarts- og halogen-varmeelementer, overvåges pladens/foliens overfladetemperatur via en IR-temperaturmåler. Når pladens overflade når den indstillede overfladetemperatur, returnerer varmeelementerne. Temperaturen måles normalt under hele opvarmningen, men der findes andre styringer, der justerer opvarmningstiden ud fra temperaturen på de plader/folier, der er kørt umiddelbart forinden.