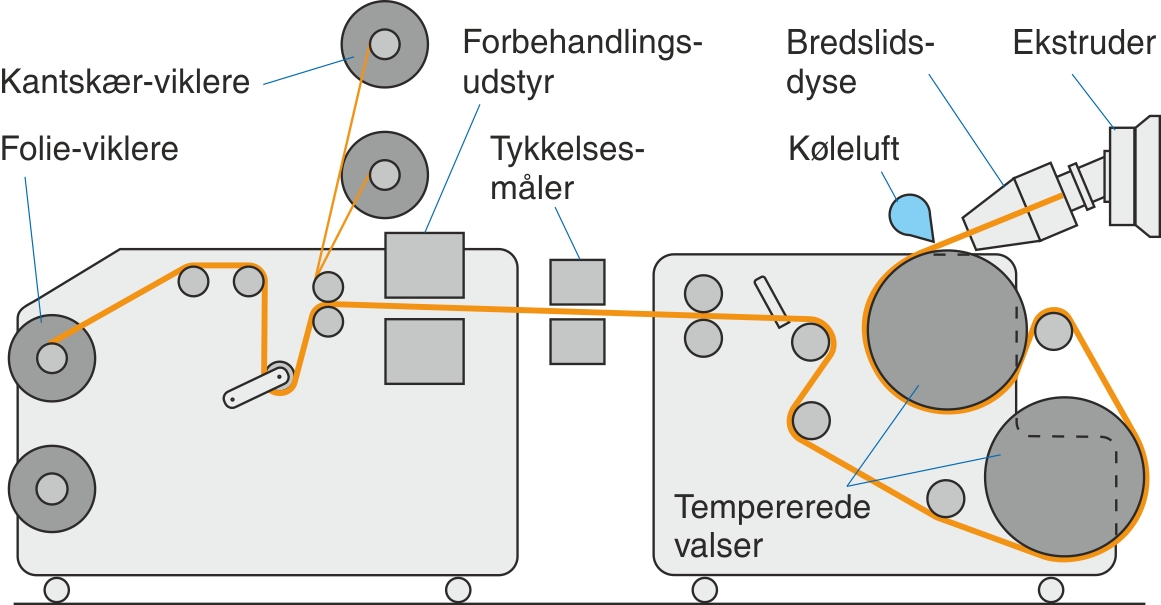
Kølevalser eller kalandrette
Folien/pladen føres ind imellem et sæt af valser, også kaldet en kalandrette, som skal glatte, køle og derved fiksere folien/pladen i den korrekte tykkelse.
Valserne kan have forskellige funktioner og udformninger afhængigt af behovet. Valsens temperatur og overfladeudseende er altafgørende for det færdige produkts udseende.
Overfladen kan blive mat, blank, glat, nubret eller måske med læderstruktur alt efter mønsteret og temperaturen på valserne.
For at opnå tilstrækkelig køling og fastholde godstykkelsen fortsætter folien/pladen igennem flere kølevalser fyldt med vand, typisk to valser, når der er tale om tynde folier, og tre eller fire valser, når der er tale om tykkere folier eller plader. Behovet for flere valser stiger, når der er mere varme, der skal bortledes. Det er muligt at styre temperaturen i de enkelte valser for at opnå den glans på overfladen, man ønsker. Disse valser har desuden den funktion, at de virker som trækbænk for folien/pladen.