Udstøderens indstilling/opmåling
Inden formværktøjet sættes i maskinen, skal udstøderkobling og udstøderforlænger fjernes fra maskinen.
Sprøjtestøbemaskiners udstødersystemer kan være udført efter to principper: Enten som en fast udstøder (kun på knæledsmaskiner) eller som en hy-draulisk udstøder (både på knæledsmaskiner og fuldhydrauliske maskiner).
Efterhånden har den hydrauliske udstøder helt fortrængt den upræcise mekaniske udstøder.
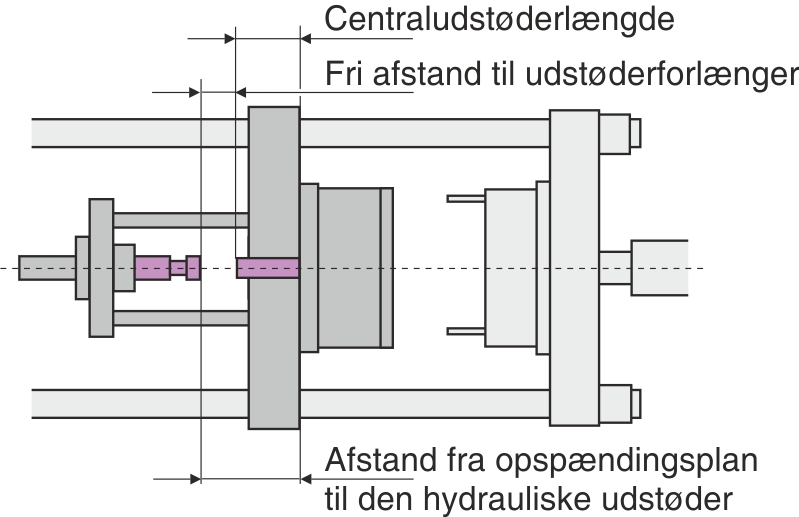
Ved at opmåle centraludstøderens længde og trække dens mål fra afstanden fra opspændingsplan til den hydrauliske udstøder, fås den frie afstand til en udstøderforlænger.
Den faste udstøder på knæledsmaskinen opmåles på samme måde.
Eksempel på udregning af udstøderforlænger
Afstand fra opspændingsplan til den hydrauliske udstøder = 160 mm
Centraludstøderlængde = 120 mm
Fri afstand til udstøderforlænger: 160 – 120 = 40 mm – 10 mm luft = 30 mm
En udstøderforlænger på 30 mm monteres ikke, idet den hydrauliske udstøders nulpunkt blot kan stilles 30 mm frem plus eventuelt et overløb, som er afhængigt af ’udstøderhastighed tilbage’.