Specifikt volumen
Når et emnes vægt skal beregnes fx ud fra en emnetegning findes først dets volumen.
Efter beregning af emnets volumen findes emnevægten ud fra formlen:

Alle mål på en emnetegning er opgivet i mm, såfremt andet ikke er bemærket. Når volumen ønskes opgivet i cm3, svarende til vægtenheden gram, må tegningsmålene ændres til cm ved at divedere med 10.
Massefylden benævnes ofte med det græske bogstav ρ (rho) og opgives altid sammen med dens enhed g/cm3, kg/m3 eller kg/l.
I stedet for massefylden kan det specifikke volumen anvendes. Det specifikke volumen er pr. definition:

Eksempel på beregning af specifikt volumen
Når skudvægten er 30 gram, og v er 1,05 cm3/g, er volumenet = 30 × 1,05 = 31,5 cm3.
Volumenændringen fra 23 °C til forarbejdningstemperatur kan beregnes som forholdet:
v23°C / v forarbejdningstemperatur = 0,95 / 1,05 = 0,90
Som alternativ til den almindelige doserings-beregning kan denne faktor indgå i doserings-beregningen som en gangefaktor.
Det specifikke volumen er altså den omvendte (reciprokke) værdi af ρ og betegnes ofte med v.
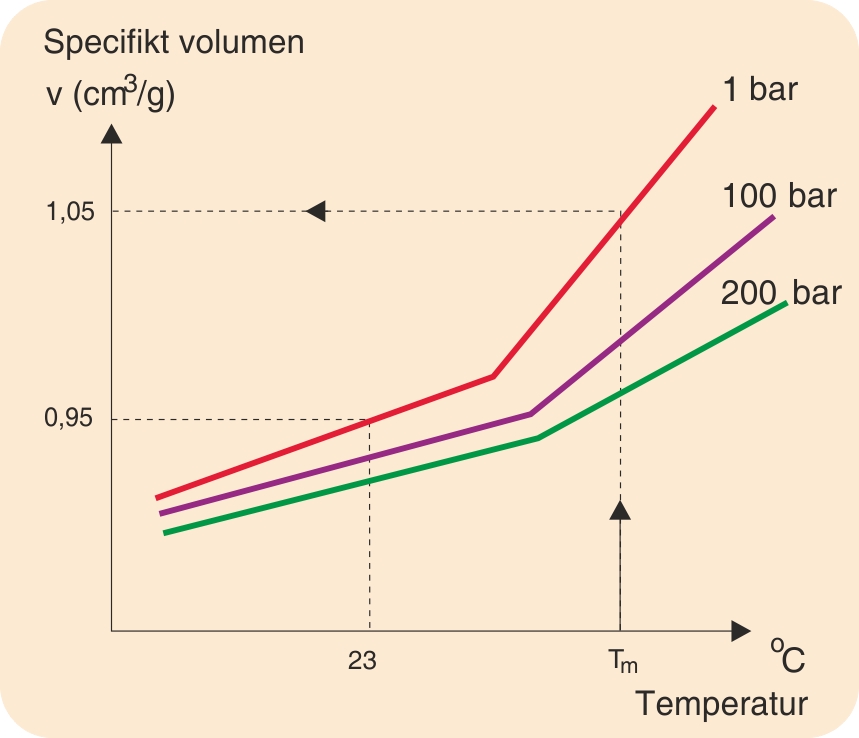
Det specifikke volumen v opgives ofte i kurveform med v afhængig af temperaturen ved forskellige tryk.
Man går ind på den valgte forarbejdningstemperatur, går lodret op til kurven for 1 bar, går derefter til venstre og aflæser det specifikke volumen v målt i cm3/g. Den beregnede skudvægt ganges nu med den aflæste v-værdi, og man har det volumen, som skuddet fylder ved forarbejdningstemperatur.