Snekken
Snekken er en meget vigtig del af ekstruderen og må behandles som den kostbare maskindel, den er.
Den ligner mest en lang skrue med et groft gevind. Snekken er normalt konstrueret til den bestemte plasttype, den skal forarbejde.
Snekken skal være så blank og glat som muligt. Såfremt materialet ”hænger” ved snekken, sker der ingen materialetransport.
Der må ikke være mærker efter slag eller anden ublid behandling. Den må aldrig lægges på et cementgulv eller et bord med jernplade, men skal, når den tages ud, anbringes på træbukke eller træklodser.
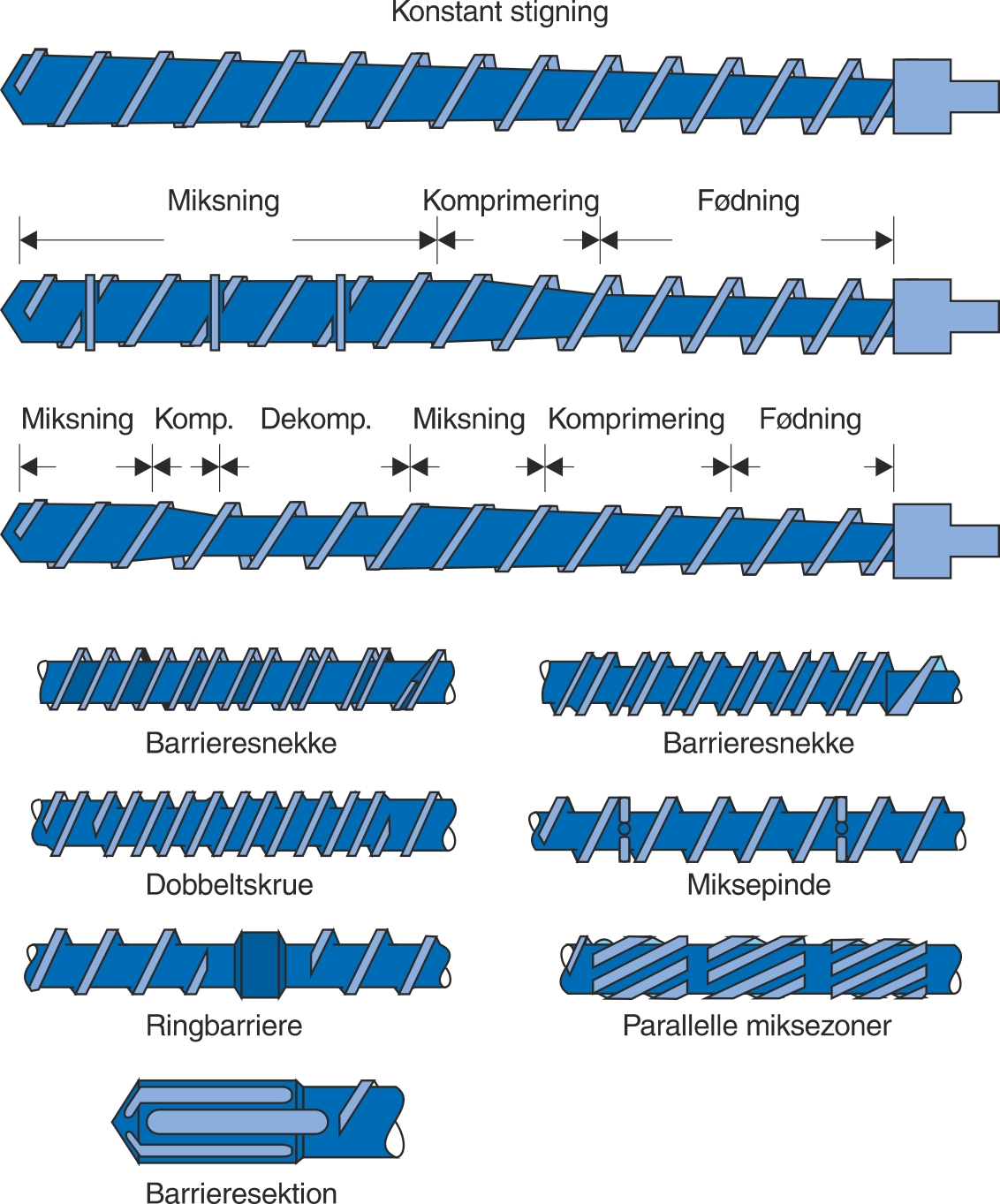
De snekketyper, der anvendes, er meget forskelligt udformet med hensyn til kompressionsforhold, zoneopdeling, gængestigning, gængedybde og snekkekøling, af-hængigt af hvilken plasttype der anvendes.
Desuden er der udviklet mange specialsnekker fx flere typer af barrieresnekker, snekker med dekompressionszone, samt snekker med meget forskelligt udformede miksezoner. Alle snekkerne er naturligvis udformet af en eller flere personer med erfaring for eller overbevisning om, at netop denne snekketype præcist opfylder kravet om effektiv plastificering af plasten eller af en bestemt plasttype.