Plastsmeltens ekspansion under støbning
Støbes plast fra en dyse med lav hastighed ud i det fri, kan det konstateres, at plasten ekspanderer til kugleform.
Denne kugle vil dog på grund af egenvægten og med tiltagende størrelse antage dråbeform.
Dermed erkendes, at plastens evne til at ekspandere tilsyneladende er ens i alle retninger.
I et lukket værktøj kan plasten normalt ikke ekspandere frit, idet formhulrummet normalt ikke er kugleformet.
Den radiale udvidelse kan dog iagttages i rummet mellem to parallelle formplader.
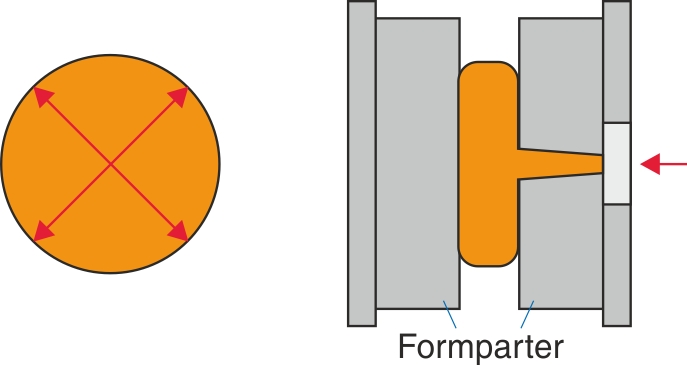
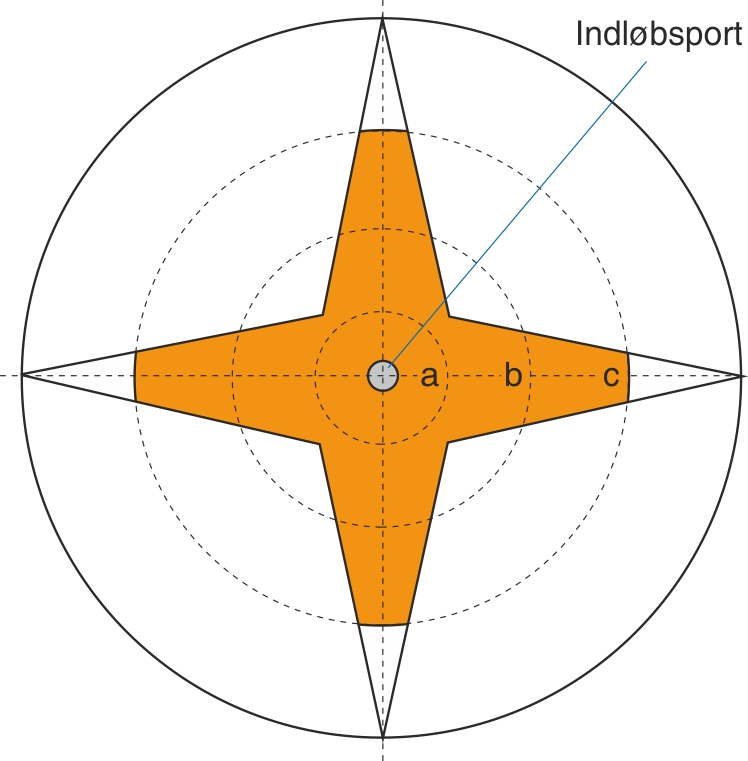
På grundlag af forsøg med tilsvarende forme er det konstateret, at plasten har en evne til at ekspandere radialt ud fra indløbsstedet mellem de to værktøjsparter.
Ekspansionslængden målt fra centrum ud mod ”plastkagens” kant er opmålt og er konstant samme mål.
En ikke fuldstøbt skive, som er fremstillet i henhold til ovenstående, skulle således være cirkelrund. I praksis må der dog regnes med små afvigelser, som skyldes forskel i formtemperatur eller uensartet plastificeret smelte.
Hvis skiven får stjernefacon, og stjernens takker ikke er helt udfyldt med plast, vil der fremkomme rundinger dertil, hvor takkerne er udfyldt, svarende til den radius, der danner det ikke-fuldstøbte emne.