Brandbarhed
Plastmaterialer kan antændes både ved åben ild og ved elektrisk overbelastning. Ganske vist antændes mange plastmaterialer forholdsvis nemt; men man må samtidig huske, at bomuld, træ og andre organiske naturmaterialer kan være lige så letantændelige. Jo tyndere et emne er, desto lettere antændes det, og jo hurtigere brænder det.
Der findes en lang række forskellige metoder til bestemmelse af materialers brandbarhed. De er ofte meget forskellige i deres krav til prøveemnedimensioner og øvrige forsøgsbetingelser, og resultaterne er derfor ikke sammenlignelige. Fælles for de fleste er imidlertid, at de baseres på relativt små prøveemner og derfor ikke siger ret meget om, hvad der vil ske under fx en bygningsbrand eller brand i et plastlager.
Internationalt baseres brandbarhedsprøvning ofte på me-toder fra det amerikanske Underwriters Laboratories. To metoder er aktuelle, en med prøveemnet anbragt lodret, og en, hvor prøveemnet er anbragt vandret.
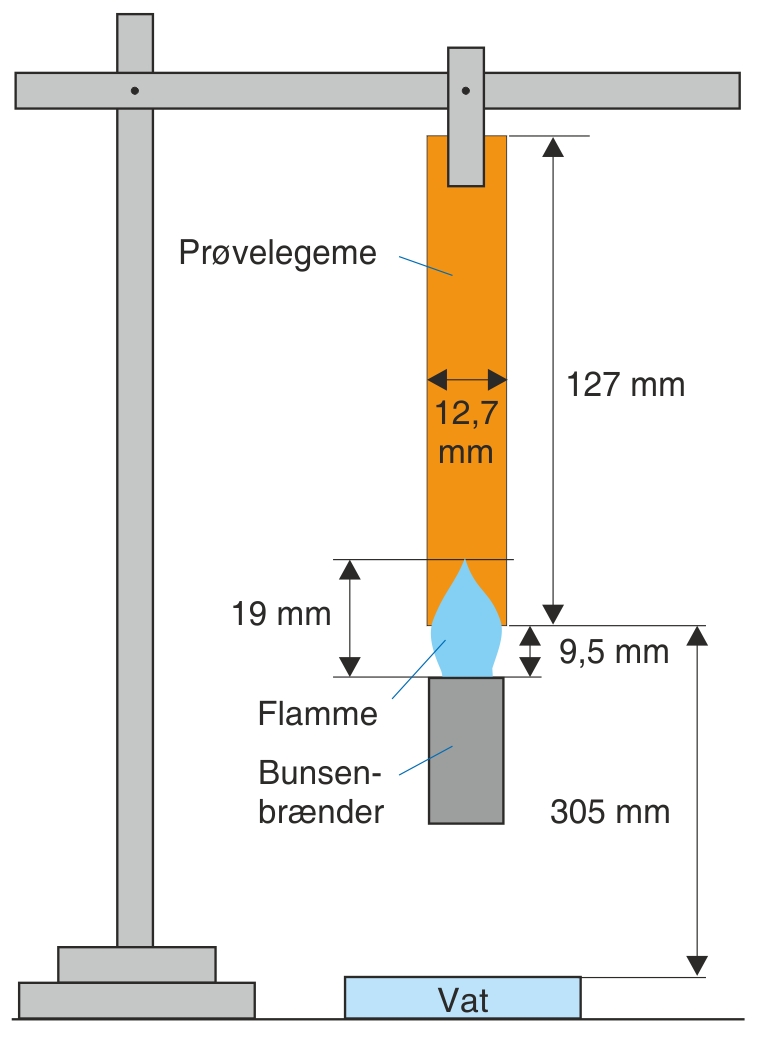
Det lodret anbragte prøveemne antændes med en flamme i den nederste ende under givne betingelser, og brændetiden bestemmes. Hvis branden går ud inden for 5 sekunder, og der ikke falder brændende dråber, klassificeres materialet som UL94 V-O. Brænder emnet i mere end 5 s, men under 25 s, og der ikke falder brændende dråber, bliver klassificeringen UL94 V-1. Går branden ud inden for 25 s, men der falder brændende dråber, klassificeres materialet som UL94 V-2.
Hvis ingen af de ovenstående krav opfyldes, prøves brandforløbet med et vandret placeret prøveemne. Emnet antændes i den ene ende, og brandudbredelseshastigheden bestemmes. Hvis branden i et emne med 3 mm’s tykkelse udbreder sig langsommere end 62,5 mm/min, klassificeres materialet som UL94 HB.