Termoplast
I dette kapitel gives en kort beskrivelse af de forhold, der er karakteristiske for de fleste kommercielt anvendte plast. Der er ikke systematisk oplyst specifikke materialedata.
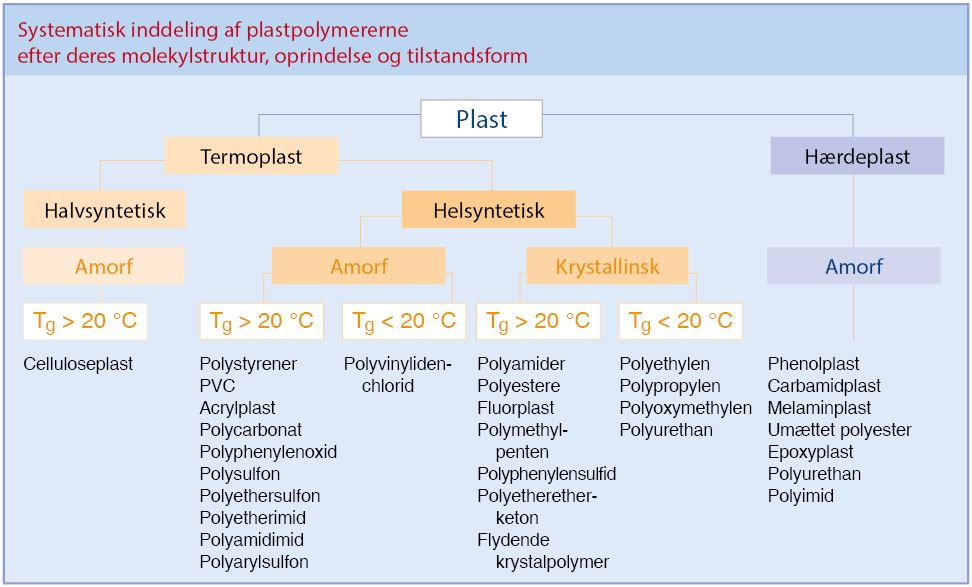
En systematisk inddeling af plastpolymererne ses nedenfor.
Omtrentlige prisindekser for de almindeligste plast (2004)
Det vægtbaserede prisindeks for PELD er sat til 1. Værdierne gælder for upigmenterede, ordinære sprøjtestøbekvaliteter uden specielle tilsætninger, beregnet til almindelige formål. Værdierne gælder for indkøb i tons-partier.
| Materiale | Forkortelse | Massefylde kg/m³ | Prisindeks (vægtbaseret) | Prisindeks (volumenbaseret) |
|---|---|---|---|---|
| TERMOPLAST | ||||
| Polyethylen LD | PELD | 910-925 | 1,0 | 0,91-0,93 |
| Polyethylen HD | PEHD | 945-965 | 0,9 | 0,9-1,0 |
| Polypropylen | PP | 900-910 | 1,0 | 0,9-1,0 |
| Polymethylpenten | PMP | 830 | 10 | 8,3 |
| Polystyren | PS | 1.040-1.090 | 1,1 | 1,1-1,2 |
| Slagfast polystyren | SB | 930-1.100 | 1,2 | 1,1-1,3 |
| Styren-acrylnitril-copolymer | SAN | 1.070-1.100 | 1,8 | 1,9-2,0 |
| Akrylonitril-butadien-styren | ABS | 1.010-1.080 | 1,7 | 1,8-2,0 |
| Polyvinylchlorid, stiv | PVC | 1.300-1.580 | 1,1-1,3 | 1,4-2,1 |
| Polyvinylchlorid, blødgjort | PVC | 1.160-1.350 | 1,1-1,4 | 1,3-1,9 |
| Polymethylmethacrylat | PMMA | 1.170-1.200 | 2,0 | 2,3-2,4 |
| Celluloseacetat | CA | 1.220-1.340 | 3,2-3,8 | 3,9-5,1 |
| Polyamid 6 | PA6 | 1.120-1.140 | 2,4 | 2,7-2,8 |
| Polyamid 66 | PA66 | 1.370-1.390 | 3,5 | 4,0 |
| – med 33 % GF | 1.370-1.390 | 3,7 | 5,1 | |
| Polyamid 11 | PA11 | 1.030-1.050 | 6,5 | 7,1 |
| Amorf polyamid | 1.060 | 9,0 | 9,5 | |
| Polyoxymethylen | POM | 1.410-1.420 | 3,0 | 4,2-4,3 |
| – med 20-40% GF | 1.560 | 3,2 | 5,0 | |
| Polyethylenterephthalat | PET | 1.370 | 3,2-4,1 | 4,4-5,6 |
| – med 20-40 % GF | 1.500-1.580 | 3,5-4,1 | 5,3-6,5 | |
| Polyphenylenoxid, modificeret | PPO/SB | 1.060 | 3,5 | 3,7 |
| Polycarbonat | PC | 1.200 | 3,0-3,5 | 3,5-4,4 |
| Polysulfon | PSU | 1.240 | 9,0 | 11 |
| Polyethersulfon | PES | 1.370 | 12 | 16 |
| Polyphenylensulfid med 40 % GF | PPS | 1.640 | 9,6 | 16 |
| Polytetrafluorethylen | PTFE | 2.140-2.200 | 25 | 55 |
| Polyvinylidenfluorid | PVDF | 1.780 | 16 | 28 |
| Polyetheretherketon | PEEK | 1.320 | 42 | 55 |
| Polyamidimid | PAI | 1.450 | 24 | 35 |
| TERMOPLASTISKE ELASTOMERER | ||||
| Styrenbaserede TPE | 930-1.200 | 1,6-2,1 | 1,7 | |
| Olefinbaserede TPE | TPO | 840-1.020 | 1,7-2,8 | 1,8 |
| Esterbaserede TPE | 1.170-1.250 | 3,0-5,0 | 4,5 | |
| Urethanbaserede TPE | TPU | 1.050-1.200 | 3,9-6,2 | 5,0 |
| Amidbaserede TPE | 1.010-1.110 | 5,5-8 | 7 | |
| HÆRDEPLAST | ||||
| Phenolplast | PF | 1.300-1.500 | 1,2-2,0 | 1,6-2,9 |
| Carbamidplast | UF | 1.470-1.520 | 1,3 | 2,0 |
| Melaminplast | MF | 1.480-2.000 | 1,3-2,0 | 2,34-2,96 |
| Umættet polyester | UP | 1.100-1.460 | 2,1-2,9 | 2,3-4,3 |
| Epoxyplast | EP | 1.110-1.400 | 2,0-4,8 | 2,2-6,7 |
| Polyimid, forstærket | PI | 1.600-1.900 | 24-33 | 38-63 |
| Polyurethan – stift integralskum | PUR | 600 | 2,2 | 1,3 |
I tabellen overfor er plastmaterialerne opstillet efter prisindeks med termoplast øverst efterfulgt af de termoplastiske elastomerer og hærdeplastene. Bemærk, at der er vist prisindeks både i forhold til mængde og i forhold til volumen. Tabellen viser også de almindeligt anvendte forkortelser.
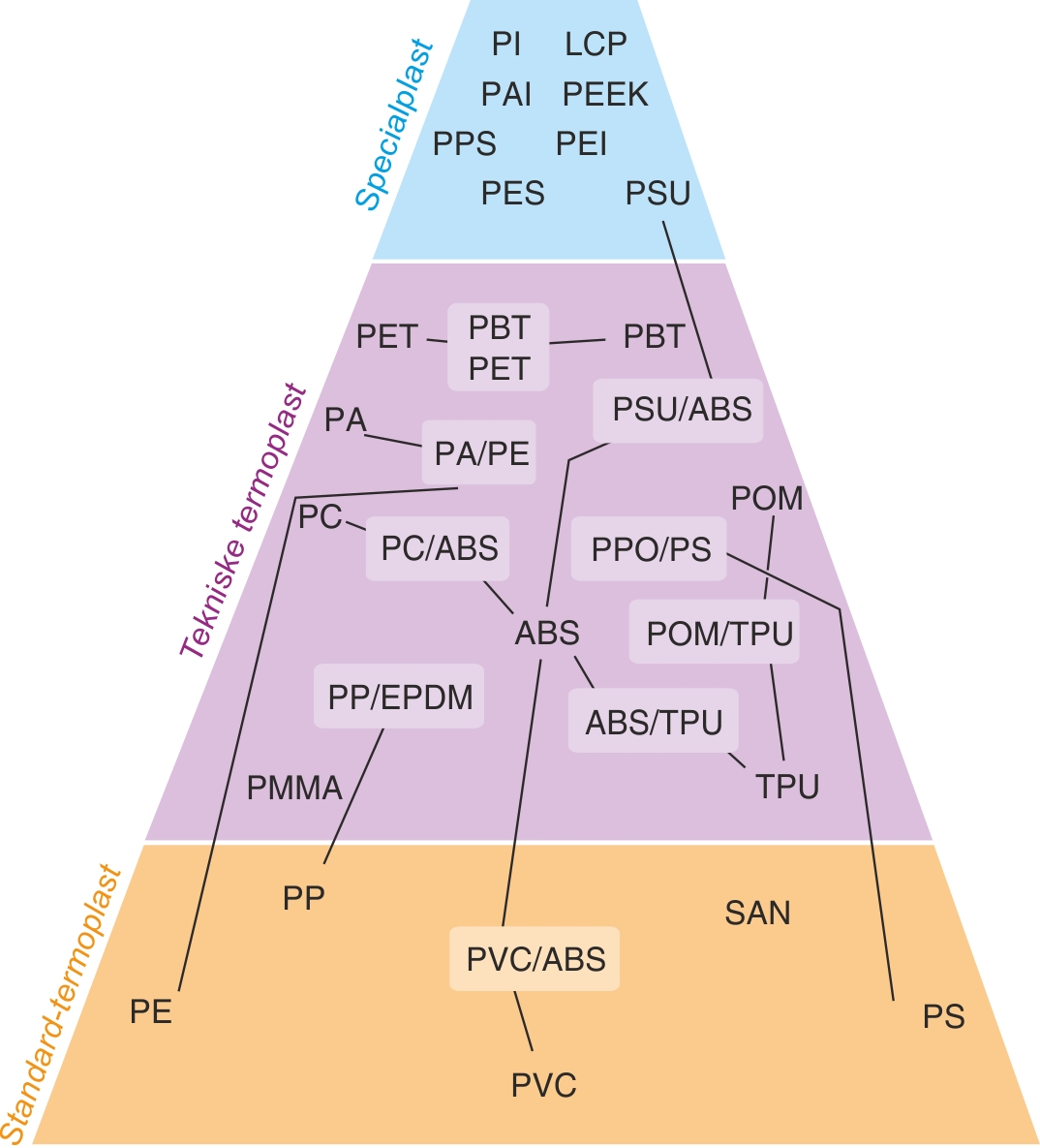
En opstilling af termoplastene efter deres tekniske egenskaber er vist i figuren nedenfor. De nederste betragtes som standard-materialer med relativt beskedne værdier af tekniske egenskaber. De fremstilles i store mængder og er forholdsvis billige. Undertiden benævnes de masseplast eller volumenplast.
De tekniske termoplast, som også betegnes konstruktionsplast, er karakteristiske ved at kunne tåle mekanisk belastning gennem længere tid og undertiden ved lidt forhøjet temperatur. De har noget højere pris end standard-plastene.
Øverst placeres de meget kostbare specialplast, som bevarer deres mekaniske egenskaber ved meget høje temperaturer.