Varmpresning
Til fremstilling af mindre emner af hærdeplast i større serier er presning den mest hensigtsmæssige forarbejdningsmetode. Der benyttes metalforme, oftest stålforme, og et pressetryk på 0,1-4 MPa. Ca. 2 MPa er det almindeligste pressetryk. Arbejdstemperaturen er i området 90-130 °C. Som katalysator til umættet polyester anvendes sædvanligvis benzoylperoxid (BPO), som har den store fordel, at polyester blandet med BPO ved stuetemperatur har en potlife (opbevaringstid) på flere dage, mens der ved temperaturer over 80 °C opnås en meget hurtig udhærdning.
Produktionstiden pr. emne er 1-8 minutter afhængigt af temperaturen i formen, pressetryk, polyestertype, initiatortype og godstykkelse.
Foruden hurtig produktion fås der ved presning produkter med højt glasindhold, alle overflader med god finish og reproducerbare dimensioner.
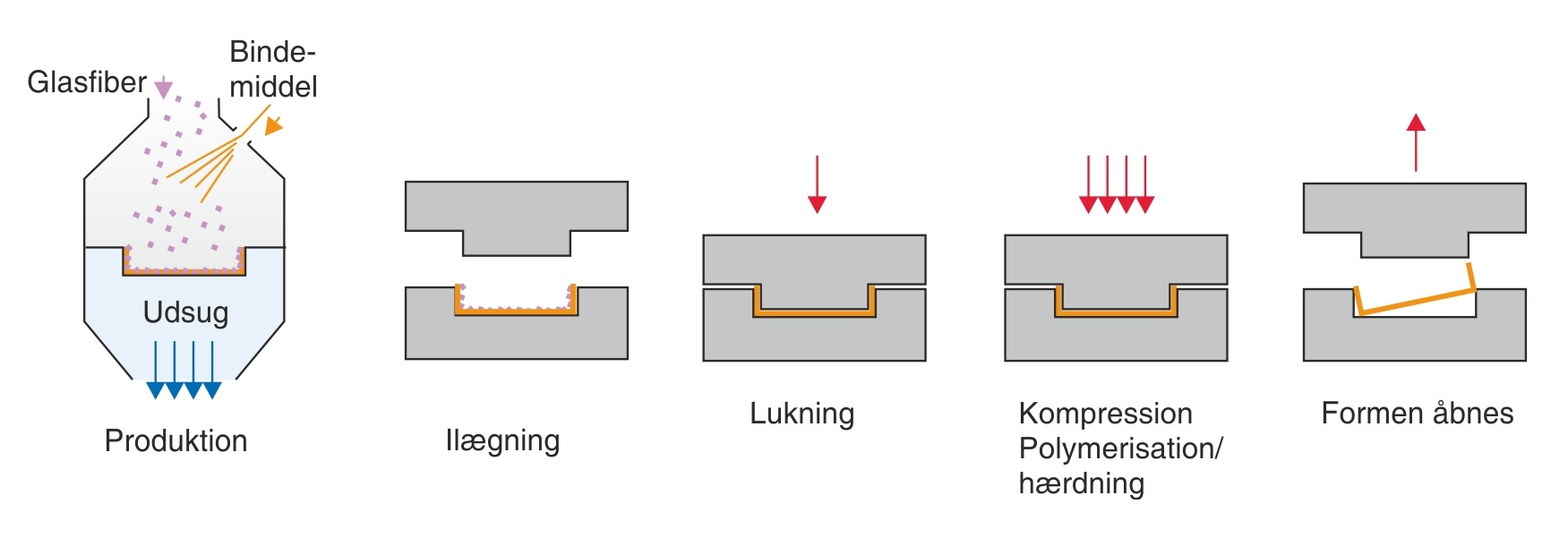
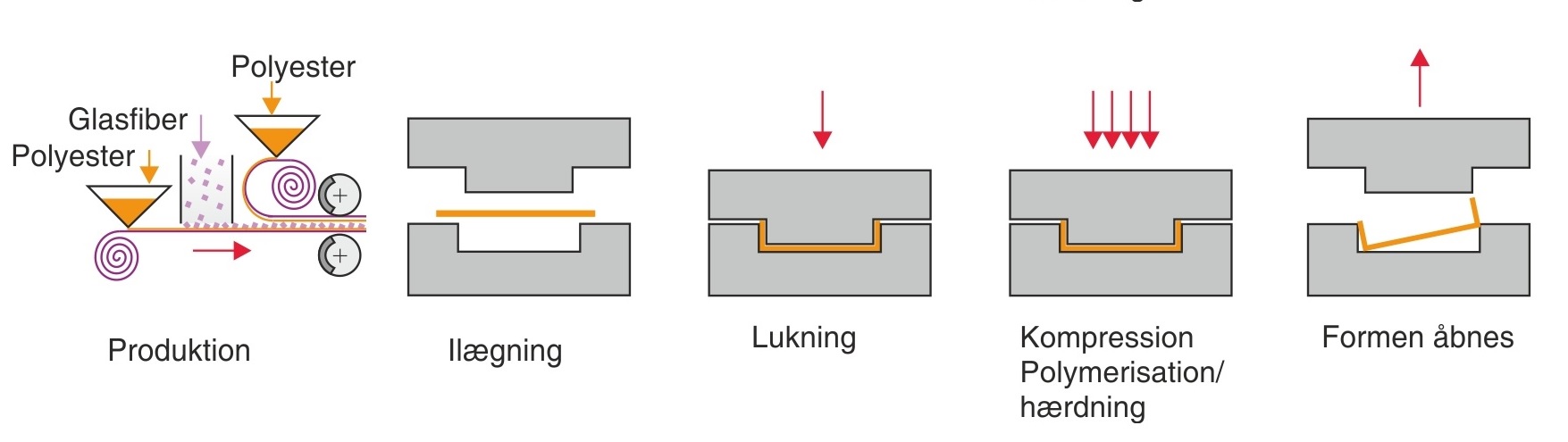
Hvis der bruges glasfibermåtte, skæres denne til på forhånd (konfektioneres) og placeres i formen. Polyester blandet med initiator hældes derefter i afpasset mængde over glasfiberforstærkningen. Under sammenpresning af formen trænger polyesteren ind i og igennem forstærkningen, og overskuddet presses ud.
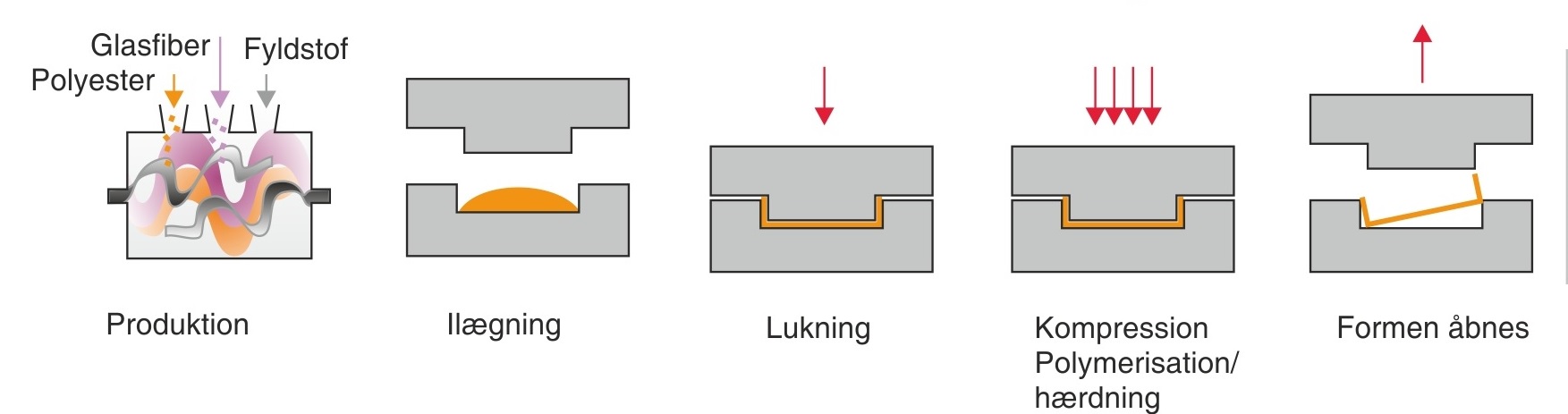
Ved varmpresning benyttes ofte fyldstof i forskellige mængder. Derved fås bedre overflade og større stivhed i det færdige produkt, samtidigt med at det giver bedre flydeegenskaber.
For at kunne fremstille mere komplicerede emner af især phenolplast, carbamidplast og melaminplast er presseteknikken udviklet til det, der i dag kendes som sprøjtepresning. Ved passende forvarmning af plastkompounden giver sprøjtepresning kortere cyklustid og dermed lavere produktionsomkostninger. Materialerne opvarmes med højfrekvent spænding eller – ved mindre materialemængder – med infrarødt lys. Ved skrueplastificering fordeles varmen jævnt i materialet; opvarmningen sker hovedsageligt via indre friktion i materialet, som derpå kan doseres automatisk. Ved at forvarme materialet reduceres både den nødvendige pressetid og hærdetiden. Ved emner med større godstykkelse kan hærdetiden reduceres med 50-75 %. Cyklustiden kan være fra få sekunder til adskillige minutter. Sprøjtepresning benævnes også transfermetoden.
Hvis nogle af de normalt manuelle operationer i processen fx ilægning af pressemasse sker med maskinelle operationer, nærmer processen sig en automatisk proces. Hvis automatiseringen fortsættes, nærmer den sig sprøjtestøbning.
Ved pressestøbning uden forvarmning af materialet åbnes formen kortvarigt undervejs i processen, for at eventuelle dampe og gasser kan slippes ud, inden den lukkes igen. Støbningen gøres færdig ved højt tryk.
Pressen er forsynet med et fast og et bevægeligt plan til opspænding af formværktøjet, som er af stål med hårdtforkromet eller poleret overflade og konstrueret til at blive spændt op i planerne. Der findes også etagepresser med plads til opspænding af to formværktøjer.