Svind eller volumenformindskelse
Efter at formkaviteten er fyldt, fortsættes afkølingen med det resultat, at materialets specifikke volumen falder. Der bliver med andre ord plads til mere materiale.
Så længe forsyningsvejene tillader det, kan emnets varme indre efterfyldes med mere materiale som kompensation for størkningssvindet i takt med, at afkølingen skrider frem.
Ved delkrystallinske materialer vil krystallitdannelsen, der er en pakning af molekylerne, kræve ekstra tid. En hurtig afkøling vil medføre, at der dannes færre krystallitter, og dermed også amorfe områder, som kan efterkrystallisere. Dette kaldes eftersvind.
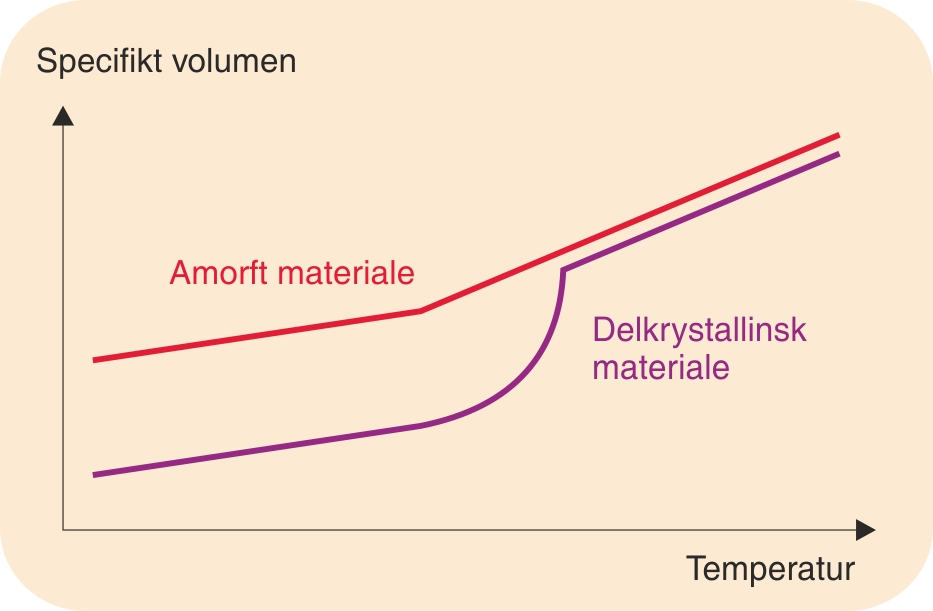
Ved delkrystallinske plastmaterialer overlejres dette med den sammentrækning, krystallitdannelsen medfører. Derfor svinder disse materialer mere og anderledes end de amorfe materialer.
I det temperaturområde, hvori krystallitdannelsen foregår, sker naturligvis også den store volumenændring, og netop ved denne temperatur er efterfyldning af emnet ikke mulig.
Volumenformindskelsen er altid mindre ved de amorfe materialer end ved de delkrystallinske materialer.
Definitioner af svind
Størkningssvind
Den volumenændring, som plastmaterialet undergår fra forarbejdningstemperatur til størkningstemperatur.
Eftersvind
Det færdigstøbte emnes svind fra størkningstemperatur til 24 timer efter støbningen.
Totalsvind
Størkningssvind og eftersvind sammenlagt.
Lagringssvind
Det foreskrives normalt, at opmålingskontrol af de støbte emner først foretages 24 timer efter afformning. Det skyldes det faktum, at plasten ved opvarmning har udvidet sig 15-20 procent og skrumper først hurtigt, derefter langsommere, for omtrent at være i ligevægt 24 timer efter støbningen.
Svindprocent
Den procentuelle afvigelse fra formmål til emnemål ved 23 °C.