Afformningsfunktion og formslip
Afformningselementerne stifter, rørudstødere, afriverringe og afriverplader skal overføre passende store, mekaniske kræfter til emnet, således at det kan stødes ud af formen.
Høje og længe virkende eftertryk vil naturligvis besværliggøre afformningen (emnet sidder hårdere fast i kaviteten), ligesom tynde emnevægge (godstykkelser), specielt ved brudfølsomme og bløde materialer, kan have vanskeligt ved at overføre de nødvendige totale afformningskræfter til hele emnet.
Udstødere må derfor fortrinsvis placeres på sådanne steder, hvor hjørner, sidevægge, ribber og lignende på den ene side besværliggør afformning og på den anden side gennem deres afstivende virkning kan lede afformningskræfterne ind i emnet. Udstødere skal i øvrigt placeres, således at deformationen af emnet under afformningen bliver mindst mulig.
Enhver udstøder efterlader et mærke på emnet, hvilket der må tages hensyn til, når udstødertype, antal, størrelse og placering bestemmes.
For at undgå finner omkring udstøderen skal der være god pasning mellem udstøder og føringshul (g6/H7), pasningen skal kun strække sig over 10-15 mm, resten af huldybden skal udbores med god frigang.
Formslip
Gennem vekselvirkning mellem formhulrumsudvidelse og den afkølende plastmasses svind kommer der relativt større fladekræfter mellem emne- og formvæg, hvilket betyder, at der optræder store gnidningskræfter (friktionskræfter), der skal overvindes ved afformning.
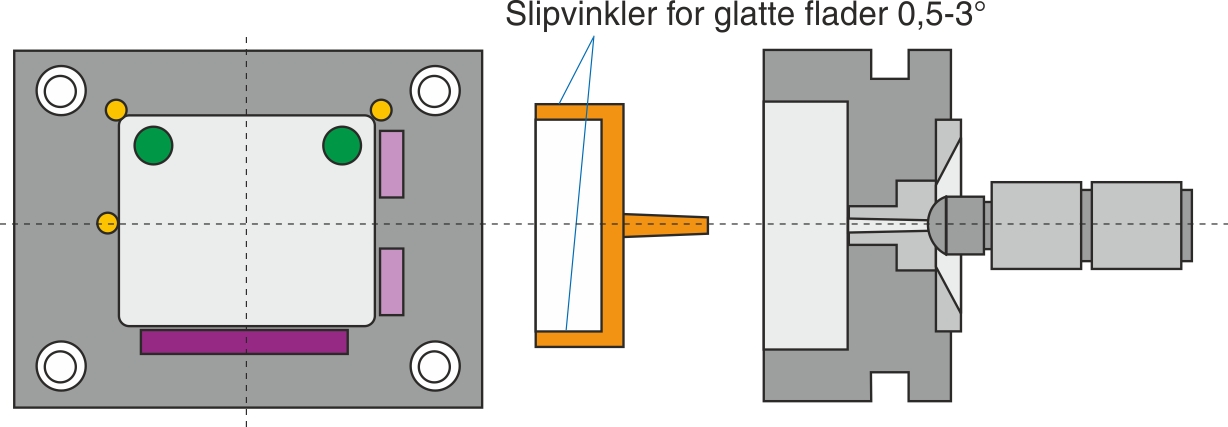
For at reducere disse kræfter skal alle flader, der ligger i afformningsretningen, forsynes med slipvinkler. Slipvinklen afhænger af plastmaterialetype samt kavitetens overfladebeskaffenhed. Vejledende for glatte overflader opgives slipvinkler på mellem 0,5 og 3°, og ved struktureret (fx gnistet) overflade skal tillægges et ekstra slip på 1,5° pr. 0,02 mm ruhedsdybde.