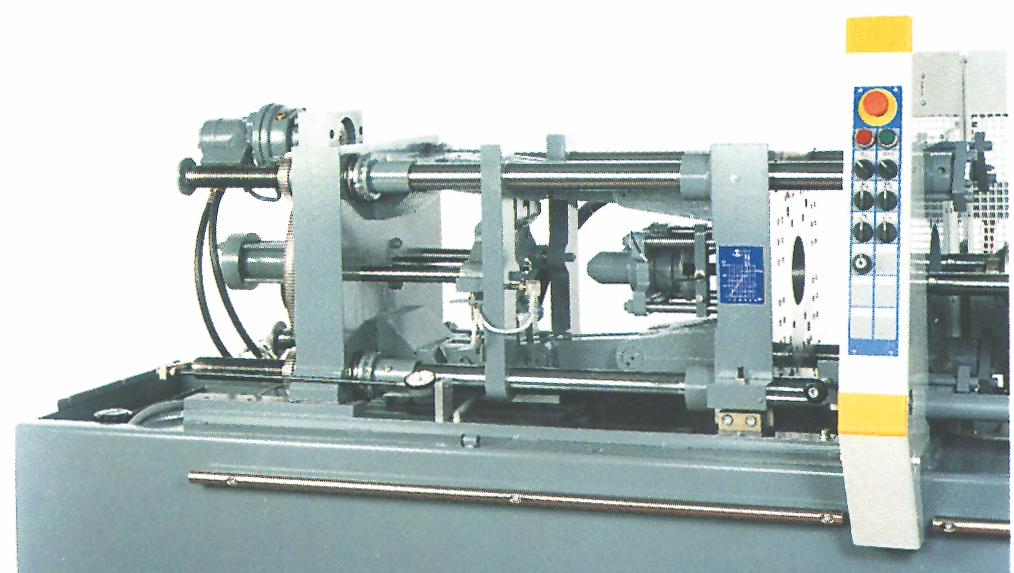
Knæledslukkeenhed med integreret mellemplade
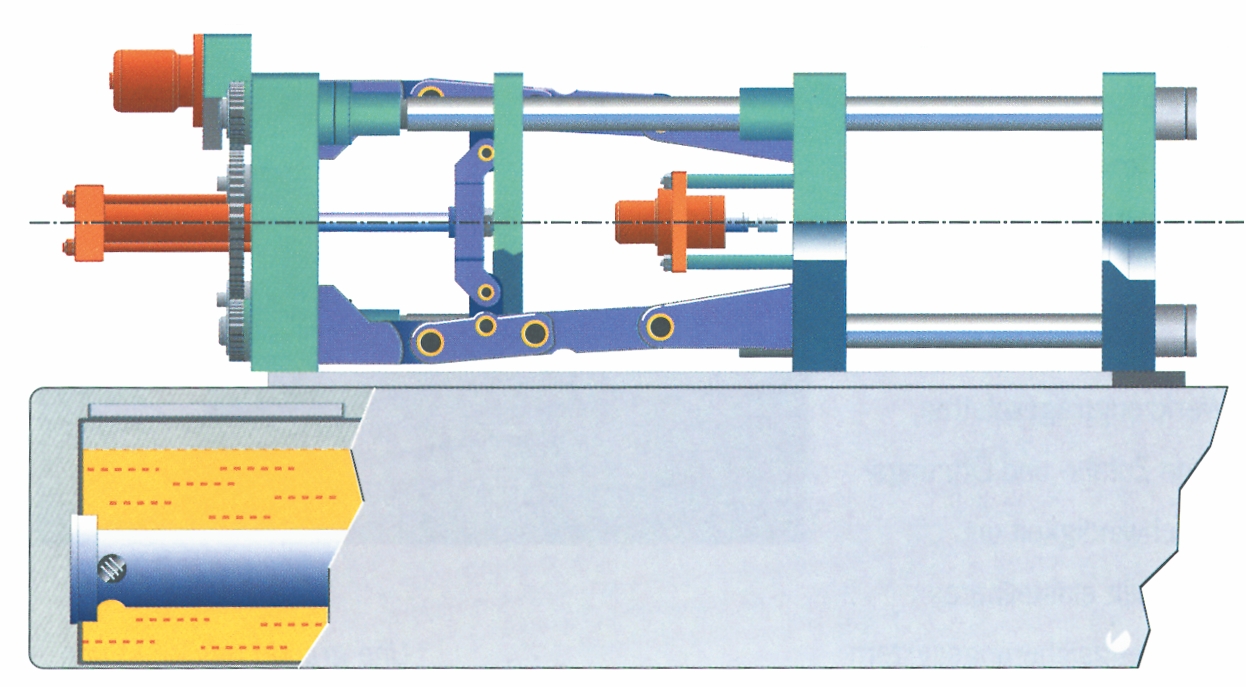
På knæledslukkeenheden med integreret mellemplade er den dobbeltvirkende, hydrauliske lukkecylinder monteret på den bagerste, faste travers med lukkecylinderens stempelstang fastgjort til den bevægelige mellemplade.
Knæleddet er forbundet til maskinens bevægelige opspændingsplan og den bagerste travers, hvor det bevægelige mellemplan tjener som aktiveringscenter for knæleddet.
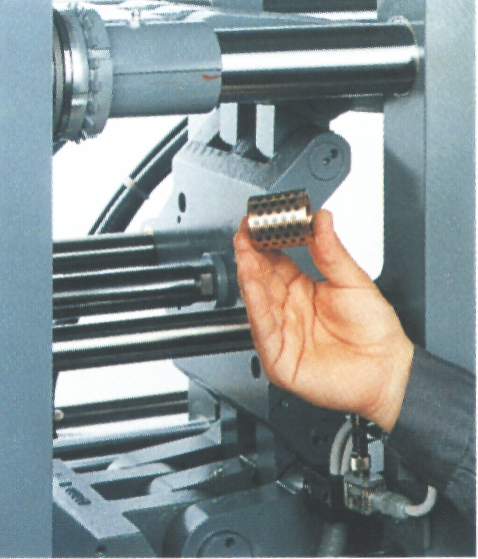
Alle knæleddets bevægelige omdrejningspunkter er forsynet med selvsmørende lejer.
Den hydrauliske udstøder, der er placeret på det bevægelige opspændingsplan, er let tilgængelig og derfor let at arbejde med.
Formhøjden indstilles med den centralt anbragte indstillingsmekanisme på maskinens bagerste travers via en elmotor, der styres over maskinens styrepult.
Lukketrykket indstilles ved hjælp af et måleur, der omsætter søjlestrækket til aktuel lukkekraft.