Temperaturregulering
For at kunne fremstille et sprøjtestøbt emne i et termoplastisk materiale må plastråmaterialet først smeltes. Smelten ledes ind i formhulrummet under tryk, hvor det afkøles, indtil emnet bliver formstabilt inden afformning.
Formen tempereres til en temperatur, der er lavere end materialets varmeformbestandighedstemperatur, eller lavest muligt set ud fra en økonomisk betragtning.
Selve processen består i at:
- Plastmaterialet tilføres varme (plastificering)
- Under indvirkning af tryk indsprøjtes den viskose masse i formhulrummet, hvor materialet får den ønskede facon
- I løbet af en bestemt tid (køletiden) skal der igen fjernes så megen varme fra det støbte emne, at det kan afformes uden at deformerer (varmeformbestandighedstemperaturen)
Disse tre punkter gennemløbes i en bestemt tidscyklus under fremstillingsprocessen, der forløber fuldautomatisk. Det fremgår altså heraf, at form og maskine i fremstillingsprocessen er én enhed, og enhver variation i formens temperatur (køletiden) vil påvirke fremstillingsforholdene, lige såvel som variationer i sprøjtecylinderens temperatur vil påvirke fremstillingsforholdene.
Strukturen i emnets yderste, størknede lag afhænger af formens starttemperatur, mens dens gennemsnitlige temperatur ingen indflydelse har.
Delkrystallinske materialer vil fx få en udpræget amorf struktur i em-neoverfladen ved voldsom og hurtig afkøling (lav form-starttemperatur).
Ved langsom afkøling (høj form-starttemperatur) vil strukturen hovedsageligt blive krystallitisk. Krystallitdannelse kræver høj formtemperatur.
Under alle omstændigheder er det af stor betydning, at en konstant form-temperatur opretholdes for at holde en ensartet overfladestruktur på de støbte emner.
Ved fastlæggelse af form-starttemperaturen skal der ud over overfladestrukturen tages hensyn til eventuelle støbefejl. For lav formtemperatur kan bl.a. resultere i lagdeling og sammenflydningssømme. For høj formtemperatur kan bl.a. resultere i sugninger og blærer.
Det er vigtigt at fastlægge den rigtige form-starttemperatur, men det er lige så vigtigt at holde denne temperatur under hele procesforløbet og under hele produktionen.
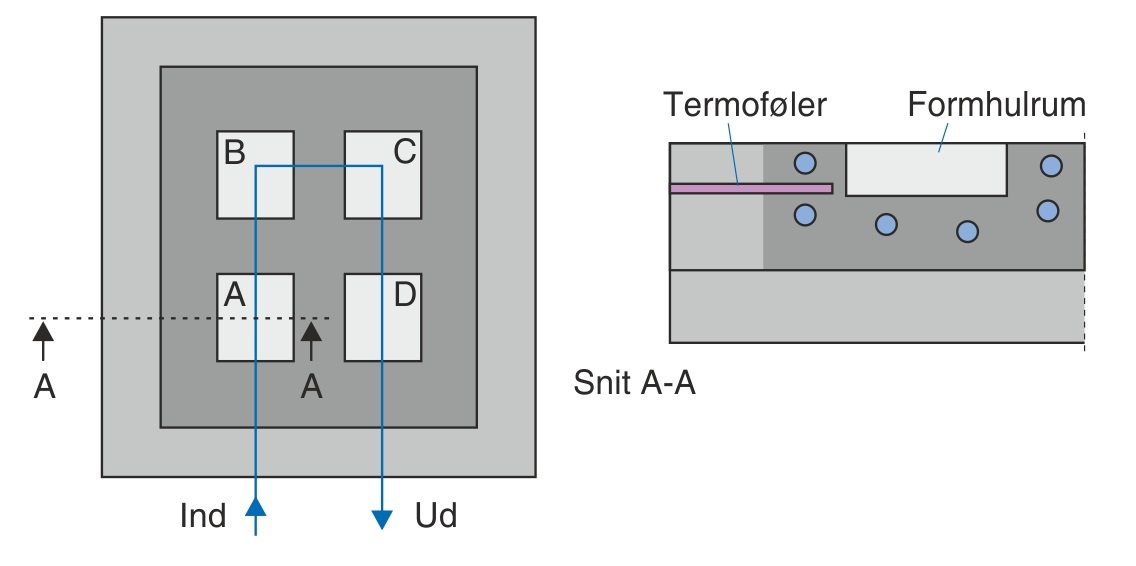
Figuren til venstre viser en fire-styks-form, hvor kølevandet cirkulerer gennem indsatsene med tilgang i A og afgang fra D. For at holde samme temperatur i indsats D skal kølevandet have samme temperatur, som når det strømmer ind i A. Kølemidlet har imidlertid allerede optaget varme fra A, B og C, inden det ankommer til D. Det vil derfor ikke være muligt at holde samme temperatur i alle de fire indsatse.
En mulighed for at opnå mindre temperaturforskel er hurtigere cirkulation af kølevandet.
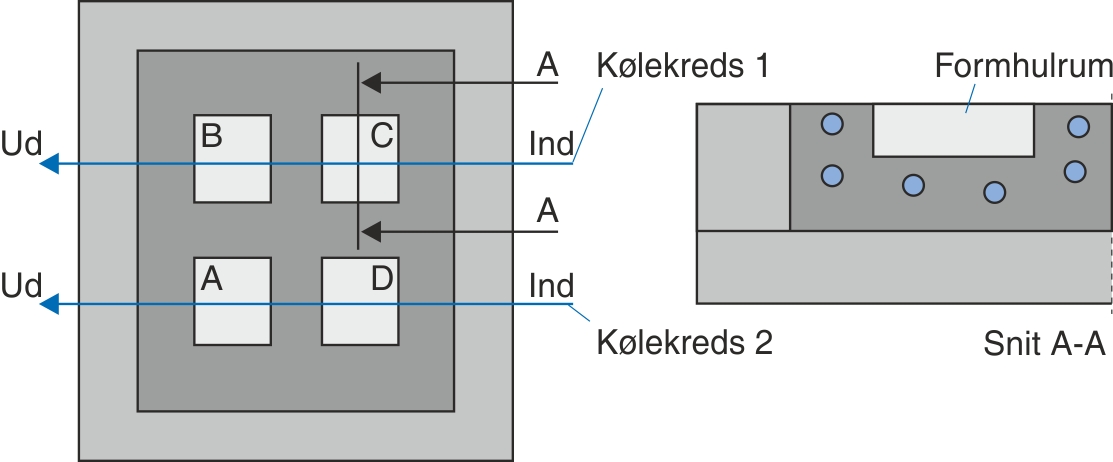
En anden mulighed for at mindske temperaturforskellen mellem de fire indsatse kunne være at opdele formen i to sæt separate kølekredse. Cirkulationen af kølemediet sker således separat fra indsats D til A og separat fra C til B.