Styring af godstykkelsen ved hjælp af varme
Fidusen med at hæve varmen på dele af værktøjet kan i nogle tilfælde bruges til at styre godstykkelsen. I et større værktøj, til fx folie, rør, plade eller profil, kan der være mulighed for at placere flere mindre varmebånd på dysen i stedet for ét stort.
Ved at hæve temperaturen på et område ved dysen, hvor emnet bliver for tyndt, mindsker man flydemodstanden i værktøjet, og mere materiale vil flyde denne vej. Hvis man derimod sænker varmen på et område, hvor emnet bliver for tykt, vil materialet søge andre veje, hvor varmen er højere.
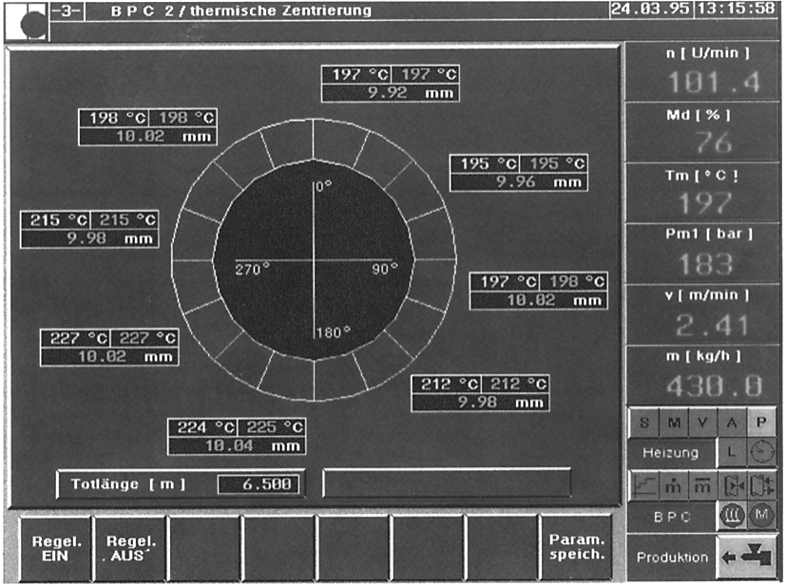
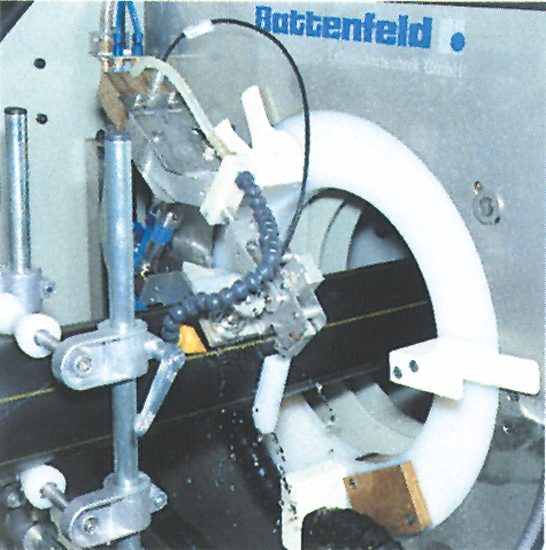
På moderne ekstruderingsanlæg kan sådanne delte varmebånd være tilsluttet et elektronisk overvågnings- og måleudstyr, som automatisk hæver og sænker varmen, når der sker ændringer i godsfordelingen.
Men vær opmærksom på, at den automatiske justering først går i gang, når der er konstateret en ændring i godstykkelsen, samt at der går en vis tid, før temperaturændringen virker i værktøjet. Der kan altså være ekstruderet en del meter med forkerte mål, inden ændringen virkede.