One off-metoden
Fremstilling af store emner i små serier i forme er helt uøkonomisk.
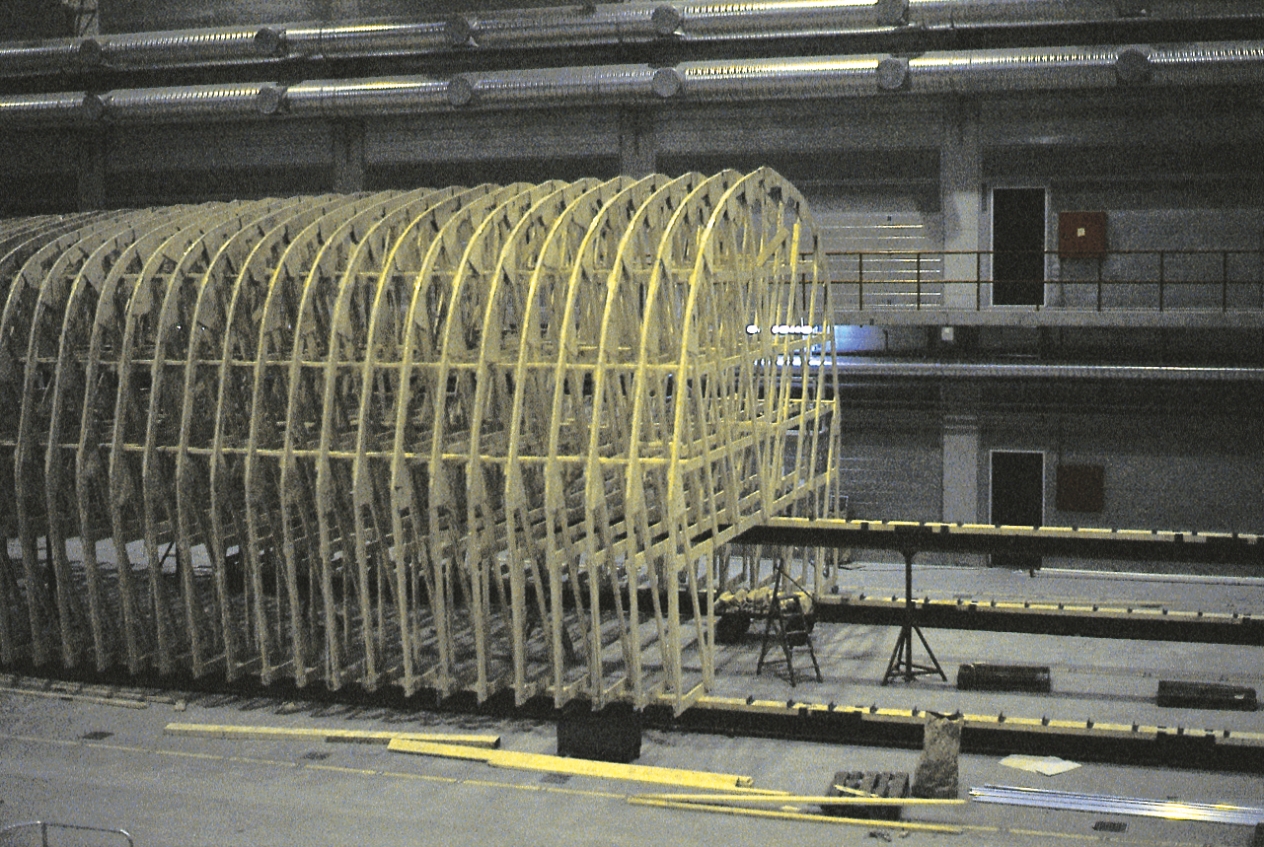
Derfor bruges det såkaldte one off-princip. Det indebærer, at der først fremstilles en spantekonstruktion, på hvilken der monteres planker fx af celleplast, som kan indgå i det færdige emne eller senere fjernes.
På dette trin kan konstruktionen opfattes som en grov model af det færdige emne. Derpå påføres GUP-laminat i passende eller ønsket tykkelse; det skal i hvert fald være tykt nok til at tåle efterfølgende håndtering.

Når dette laminat er hærdet, fjernes eventuelt spantekonstruktionen, det hærdede GUP-laminat vendes, og der lamineres færdigt på den anden side indtil den ønskede tykkelse. Metoden er egnet til enkeltlagskonstruktioner, og til sandwichkonstruktioner er den særdeles velegnet, fordi kernen kan udgøres af planker af celleplast eller balsatræ, som monteres direkte på spantekonstruktionen. Fordelen er selvfølgelig, at der principielt ikke er nogen grænse for, hvor store emner der kan fremstilles. De ca. 50 m lange Standard Flex 300-fartøjer til Søværnet er fremstillet i Danmark efter one off-princippet. I Sverige er en 71 m lang korvet fremstillet på samme måde.
Ulempen er, at det ikke bliver nogen glat formside. Den ønskede overfladefinish skal altså tilvejebringes efterfølgende ved slibning, spartling, polering og lakering.