Stropindløb
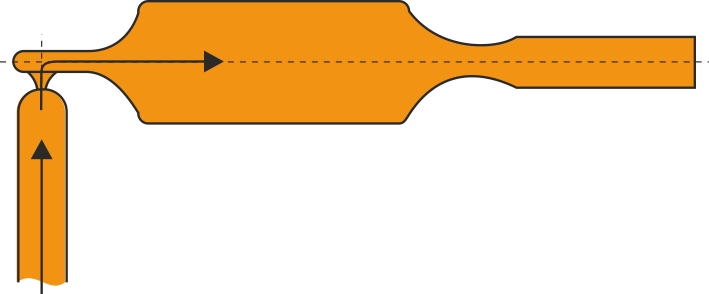
Stropindløbet er et punktindløb kombineret med et udligningskammer.
Punktindløbets ulemper i form af stærk materialeorien-tering omkring indløbspunktet (laminering) holdes med denne strop uden for det egentlige emne.
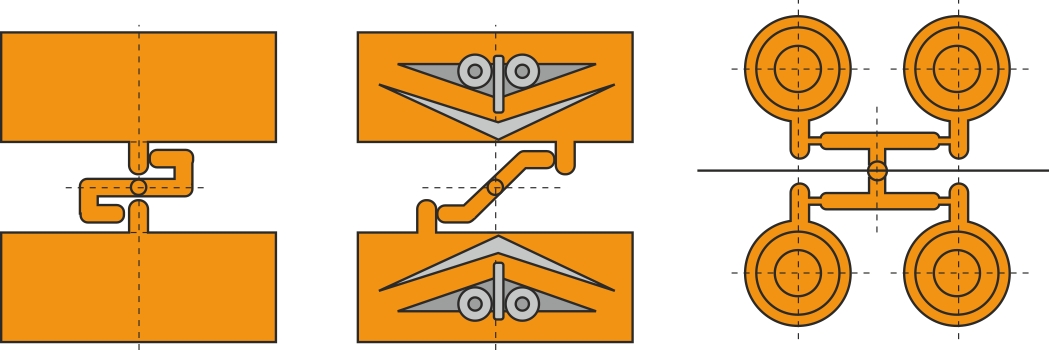
Stroppen eller udligningskammeret skal fjernes mekanisk efter støbningen.
Når udligningskammeret benævnes som sådan, skyldes det, at når punktindløbet er størknet, og emnet derefter fortsætter med at størkne og svinde i formen, kan emnet trække stadig flydende materiale ud fra udligningskammeret, således at indfaldssteder (sugninger) på emnet til en vis grad undgås.
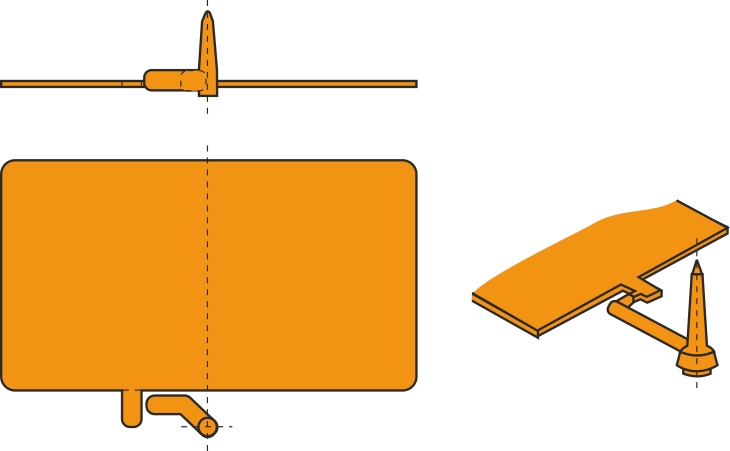
Stropindløbet anvendes hovedsageligt, hvor man skal fremstille emner med minimum af overfladefejl i området omkring indløbsstedet.
Derudover anvendes stropindløbet til indstøbning i kanter, hvor man ikke kan anvende filmindløb. Stropindløbet giver bedre flydeforhold end det direkte indløb.
Stropindløbet udføres, således at punktindløbet føres ind i stroppen i en vinkel på 90° med stroppens flyderetning. Stroptykkelsen skal være større end emnets godstykkelse.