Filmindløb
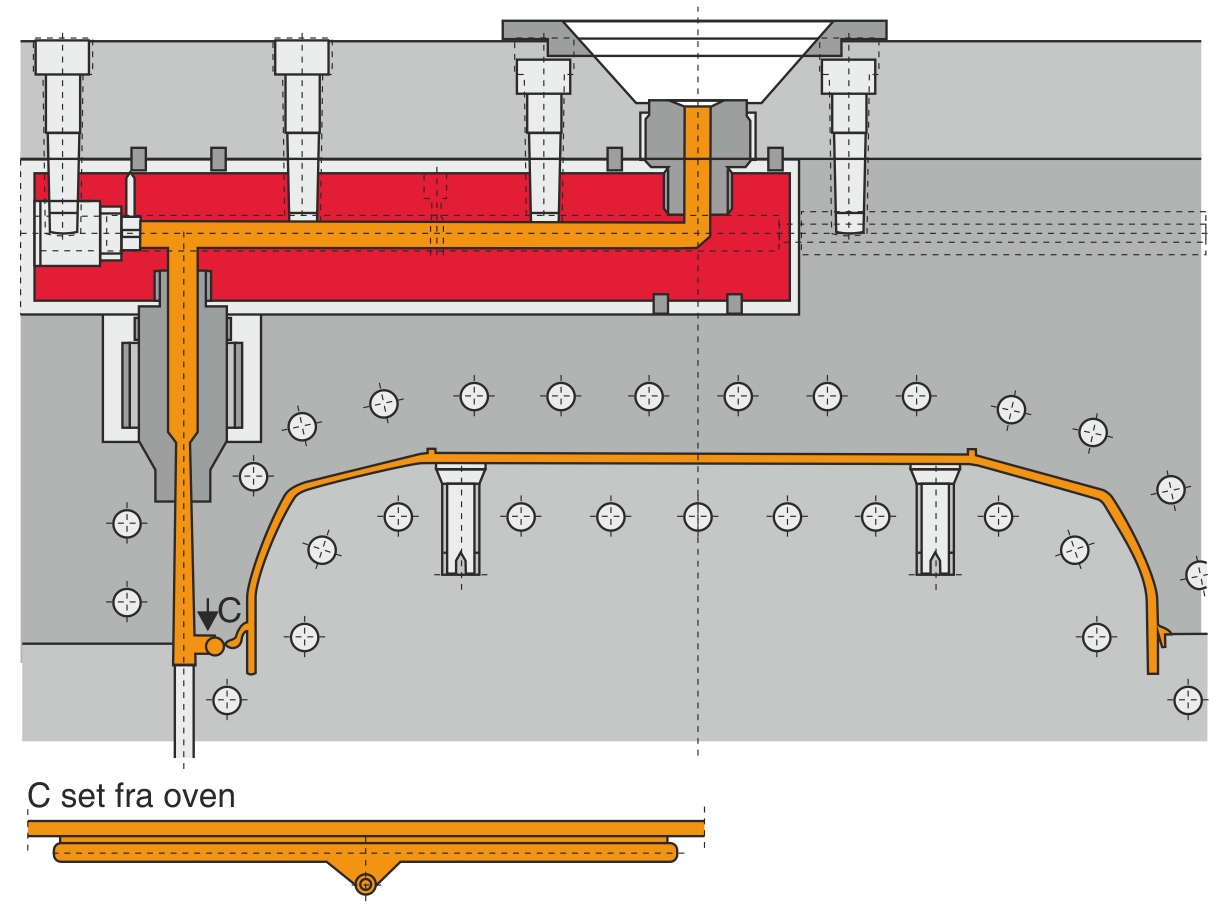
Denne indløbstype tillader ideel fyldning af værktøjet. Under indsprøjtning fyldes hele den tykke, tværgående kanal, der yder mindst modstand mod fyldning. Først når kanalen er fyldt, trænger smelten ind over filmtærskelen og ind i formhulrummet, som fyldes under helt ideelle flydeforhold, dvs. jævn fyldning i hele emnets bredde.
Ulempen ved denne type indløb, der ofte ønskes benyttet til store emner, er, at emnet kommer til at ligge ucentreret til den ene side af maskinens midterlinje, hvorved der dannes en uhensigtsmæssig balance for sprøjtestøbemaskinens søjler.
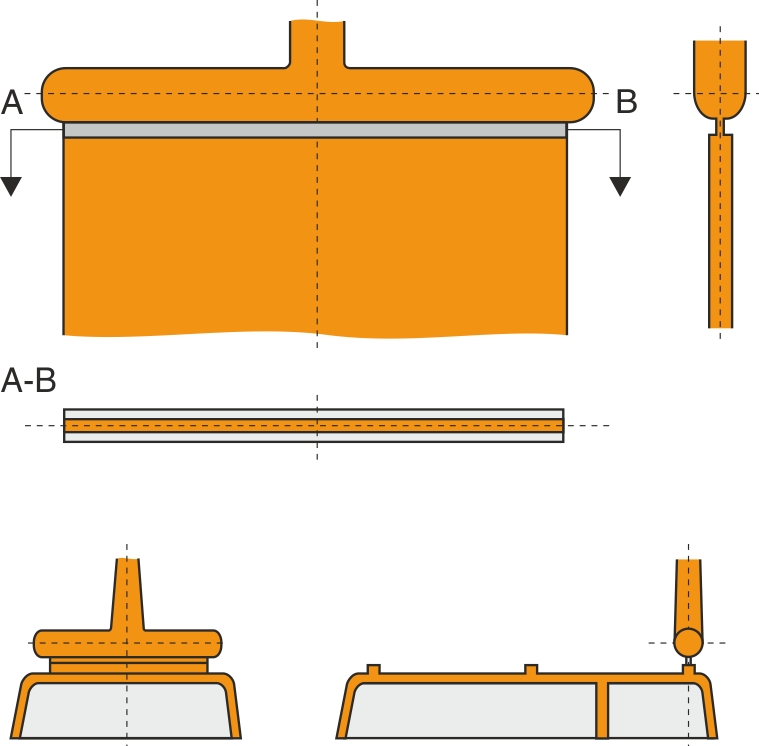
Der kan kun skabes balance i værktøjet ved et to-emners værktøj eller ved at lade indsprøjtningen gå ind fra siden og gennem værktøjets skilleflade, idet filmindløbet ellers må kombineres med en varmekanal.