Trækprøvning
Hvis man udfører en trækprøvning på en folie eller et andet emne, får man et billede af, hvor meget strækevne der er tilbage, indtil molekylerne er strakt helt ud.
Det emne, man udstanser til prøvning, kaldes populært for et kødben på grund af formen.
Når molekylerne er strakt helt ud, vil emnet briste. Resultatet aflæses som brudforlængelse og brudkraft.
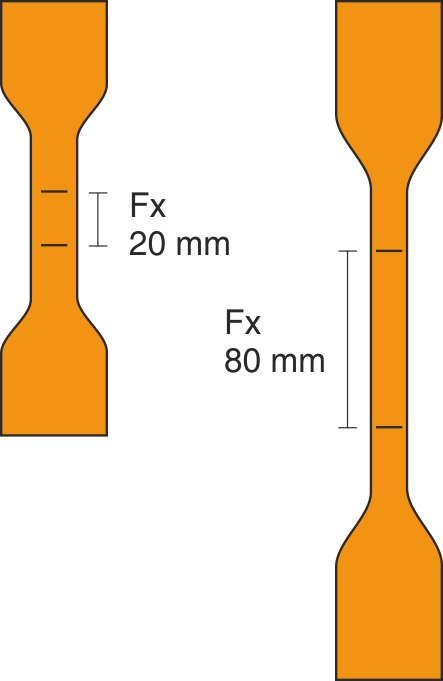
Der kan fx være specificeret et krav om 400 % brudtøjning, altså 4 gange det oprindelige mål, som er afsat på folien eller emnet.
Man afsætter kontrolpunkter på prøvelegemet fx 20 mm.
Det mål, der i dette tilfælde skal opnås, er altså 80 mm (20 × 400 %). Under trækningen kontrolleres, om man opnår denne afstand, inden brud indtræffer.
Desuden kan man bestemme, hvor stor trækstyrke der skal til for at gennemføre ”udstrækningen”. Trækstyrken giver et billede af, hvor stærkt materialet er. Fx vil en PEHD-folie have langt større trækstyrke end en PELD-folie.
For at kunne beregne trækstyrken er det nødvendigt at kende både bredden og tykkelsen af trækprøvelegemet, da en dobbelt så tyk folie også vil kræve cirka dobbelt så stor kraft.
Trækstyrken beregnes som brudkraft pr. mm2 folie i tværsnit.
Under klargøring til trækprøvning indtastes både tykkelse og bredde på prøven.