Hærdeprocessen
For at polyester ikke skal begynde at hærde, før man ønsker det, er der fra fabrikkens side tilsat et hjælpestof, kaldet en inhibitor. Den kan betragtes som en slags bremse, der forhindrer hærdeprocessen i at gå i gang. Når man har forarbejdet et emne, ønsker man normalt, at polyesteren skal hærde hurtigst muligt – ”bremsen skal løsnes”. Inhibitoren neutraliseres, ved at operatøren tilsætter endnu et hjælpestof, en initiator. Der forbruges hertil omkring 0,75 % initiator. Herefter går hærdningen imidlertid kun meget trægt i gang, men ved at forøge mængden af initiator til 1-2 % aktiveres dobbeltbindingerne i polyester- og styrenmolekylerne, bindingerne åbnes, og der kan dannes tværbindinger – hærdningen kan begynde.
Ved stuetemperatur foregår hærdningen dog alt for langsomt. Hærdeprocessens hastighed kan forøges ved opvarmning eller ved tilsætning af en accelerator. Jo højere temperaturen er, jo mindre mængde accelerator er nødvendig for at opnå en bestemt reaktionshastighed. Man kan altså regulere den hastighed, hvormed hærdningen sker, ved at regulere tilsætningen af accelerator. Der er dog en grænse for, hvor lav en temperatur de enkelte polyestere kan hærde ved. Til konstruktive formål stilles der normalt krav om, at temperaturen ikke må være under 18 °C. Det gælder fx i DS 456 Dansk Ingeniørforenings norm for konstruktioner af glasfiberarmeret umættet polyester.
Initiatorer og acceleratorer kaldes tilsammen for hærdemidler. Ved et hærdesystem forstås en bestemt kombination af hærdemidler.
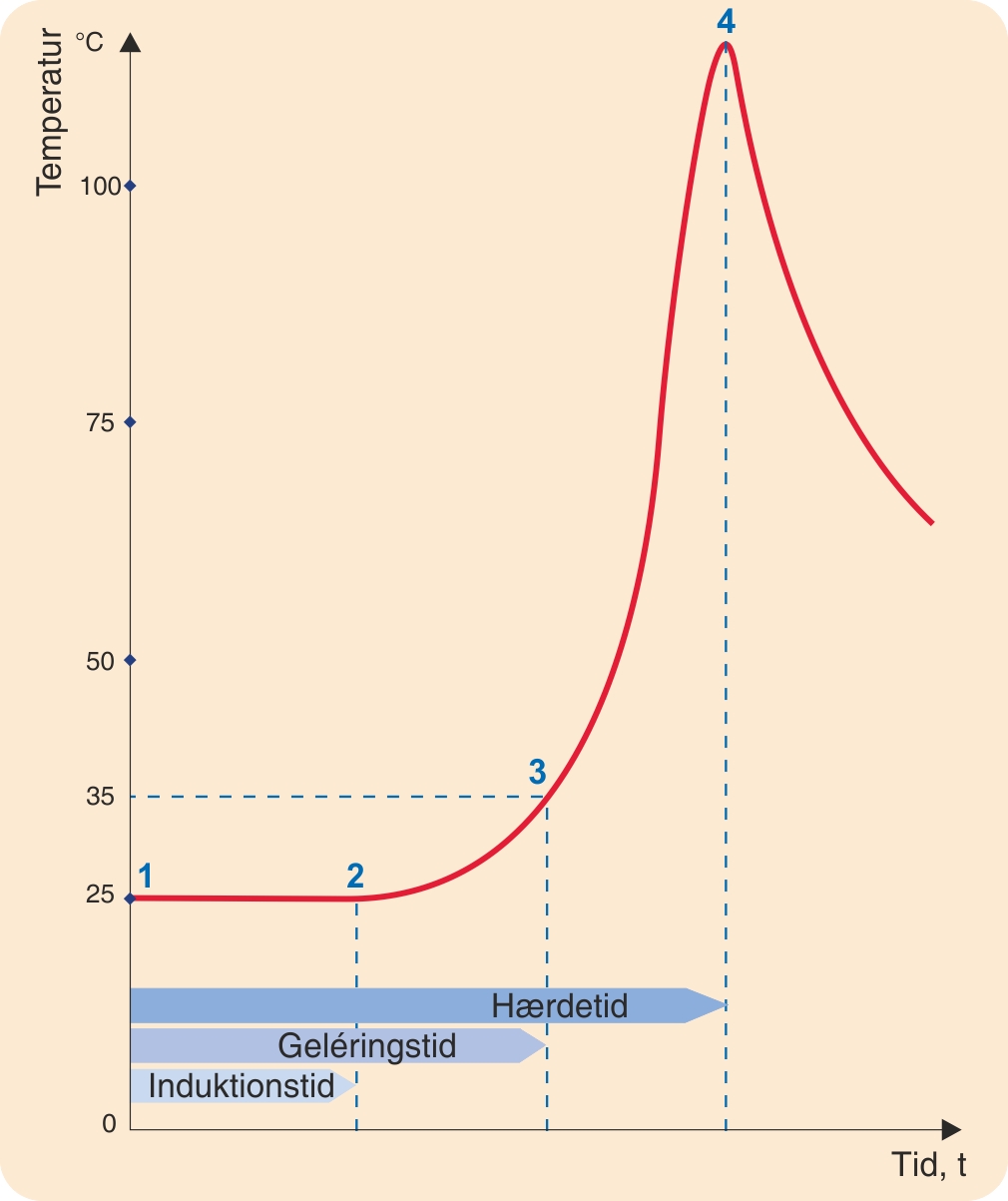
Hærdeprocessen er eksoterm, dvs. at der udvikles varme. Og varme virker accelererende på processen. Der sker altså en markant temperaturstigning. Den højeste temperatur, der forekommer i en veldefineret portion polyester, kaldes eksotermtemperaturen eller peak exotherm. Almindeligvis bruges den engelske betegnelse. Efterhånden som hærdeprocessen skrider frem, aftager temperaturstigningen, og der indtræder et øjeblik ligevægt mellem den varmemængde, der frigøres, og afkølingen i form af afgivelse af varme til omgivelserne. Derefter aftager temperaturen, indtil der indtræder ligevægt med omgivelserne.
Samtidigt med at temperaturen stiger, stiger viskositeten af polyesterblandingen, der først omdannes til en gel (en geléagtig masse) og dernæst til fast tilstand med stigende stivhed.
Den tid der går, fra det sidste hærdemiddel blandes i en portion polyester, til den bliver geléagtig, kaldes geléringstiden eller gel-tiden. Man siger, at polyesteren gelérer. Den tid, der er gået, når den højeste temperatur indtræder, kaldes hærdetiden. Når emnet er blevet koldt og stift nok til, at det er formstabilt, kan det afformes. Tiden dertil kaldes afformningstiden.
Som begreberne er forklaret her, er de naturligvis afhængige af forhold som udgangstemperaturen af materialerne, omgivelsernes temperatur og lagtykkelsen. Til sammenligning mellem forskellige polyestere bør værdierne derfor bestemmes under standardiserede betingelser fx ved SPI-geltime-testen (SPI = Society of Plastics Industries, USA).
Alle disse forhold ved hærdeforløbet kan reguleres inden for ret vide grænser ved passende valg og dosering af inhibitorer og stabilisatorer samt initiator- og acceleratorsystem. Således er fx geléringstiden i Plastic Padding få minutter ved stuetemperatur, mens den kan være en time eller mere fx ved vakuuminjektion af store emner.
Peak exotherm kan desuden reguleres ved valg af polyester. Højreak- tive typer er til fremstilling af relativt tynde laminater fx under 5 mm tykke. Middelreaktive typer er egnet til fremstilling af tykkere laminater. Lavreaktive typer er til fremstilling af vilkårligt tykke laminater ”vådt i vådt”. De er således indstillet, at temperaturen ikke bliver for høj ved almindelig brug selv i meget tykke lag.