Svindforhold
Plastmaterialerne svinder under og efter forarbejdning ved sprøjtestøbning. Dette svind kan opdeles og karakteriseres på følgende måde:
- Formsvind, også kaldet størkningssvind
- Eftersvind
- Totalsvind, der er lig med formsvind plus eftersvind
- Desuden tales der om lagringssvind, hvilket er det yderligere svind der sker efter totalsvind og fx seks måneder frem
Nedenfor vises grafisk de seks parametre, der øver større eller mindre indflydelse på et emnes svind. Samme parametre øver også indflydelse på emneegenskaberne i både positiv og negativ retning.
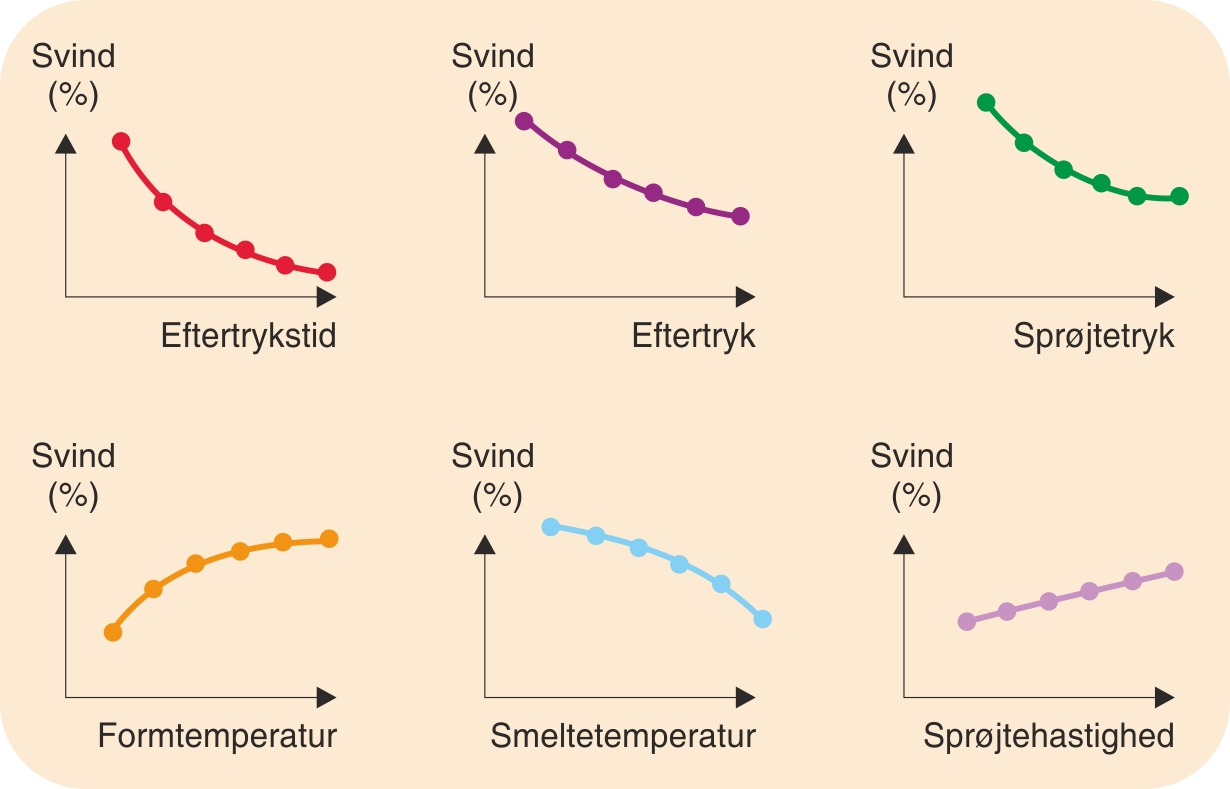
Det vil være forkert at tage køletiden med i denne sammenhæng, da denne parameter ikke giver et rigtigt billede af en svindregulerende faktor, idet den udelukkende gælder på de såkaldte ”formbundne mål” og ikke på de ”ikke-formbundne mål”. Endvidere er køletid som svindparameter flygtig.
Alene det forhold, at der bliver et uens, ikke tilsigtet svindforhold mellem de formbundne og de ikke-formbundne mål, gør køletiden til en dårlig svindregulerende faktor, hvilket den dog ofte anvendes som.
Da forøget køletid medfører indefrosne spændinger i emnet, som let lader sig udløse, vil denne parameter ikke kunne anbefales.
Formbundne mål
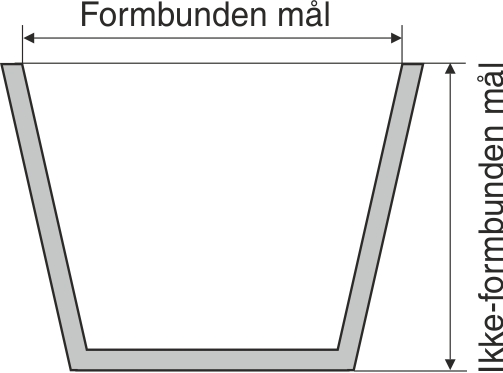
Definition af formbundne mål
De formbundne mål holdes på plads eller styres af fx en kerne eller lignende, hvorfor emnet ikke kan svinde frit, men holdes på plads i køletiden.
Derfor vil længere køletid kunne bevirke mindre formsvind på netop disse mål.
Definition af ikke-formbundne mål
De ikke-formbundne mål holdes ikke på plads af kerner eller lignende, hvorfor man siger, at emnet kan svinde frit i værktøjet i køletiden.
Længere køletid vil derfor ikke have nogen indvirkning på emnets formsvind på disse mål.