Sprøjtestøbeenhed med forplastificering
Den fuldhydrauliske sprøjtestøbeenhed med forplastificering anvender princippet med to-trins-indsprøjtning.
Sprøjteenheden er forankret til en glideskinne, hvorpå den aksiale bevægelse af sprøjteenheden sker ved hjælp af to dobbeltvirkende hydraulikcylindre.
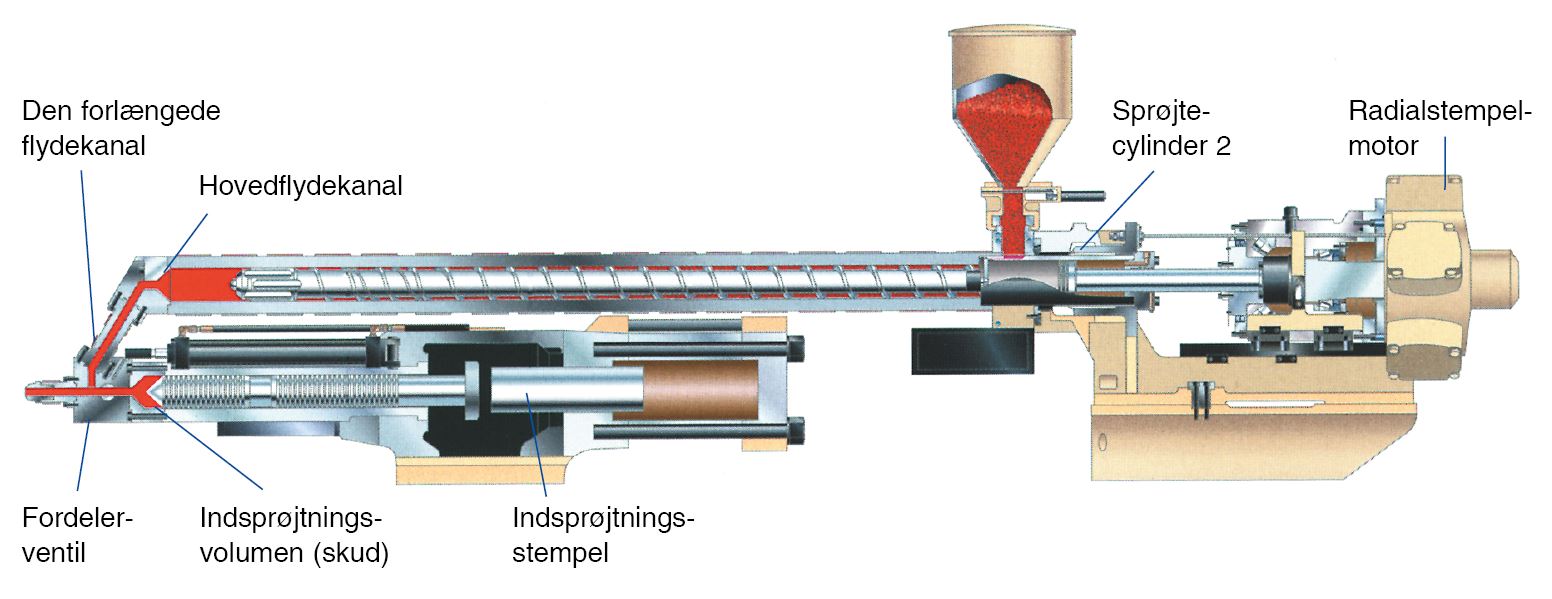
Plastificeringssnekken er drevet af en direkte koblet radialstempelmotor. Det plastificerede materiale strømmer gennem et gennemstrømningssystem til en fordelingsventil og videre til stempelforrummet, som opstår, ved at stemplet presses bagud af det fremstrømmende plastificerede materiale.
Indsprøjtningen foregår, ved at det hydrauliske stempel presser sprøjtestemplet (materialestemplet) frem gennem sprøjtecylinderen. Den plastificerede smelte presses derved gennem dysen og ind i sprøjtestøbeværktøjet.