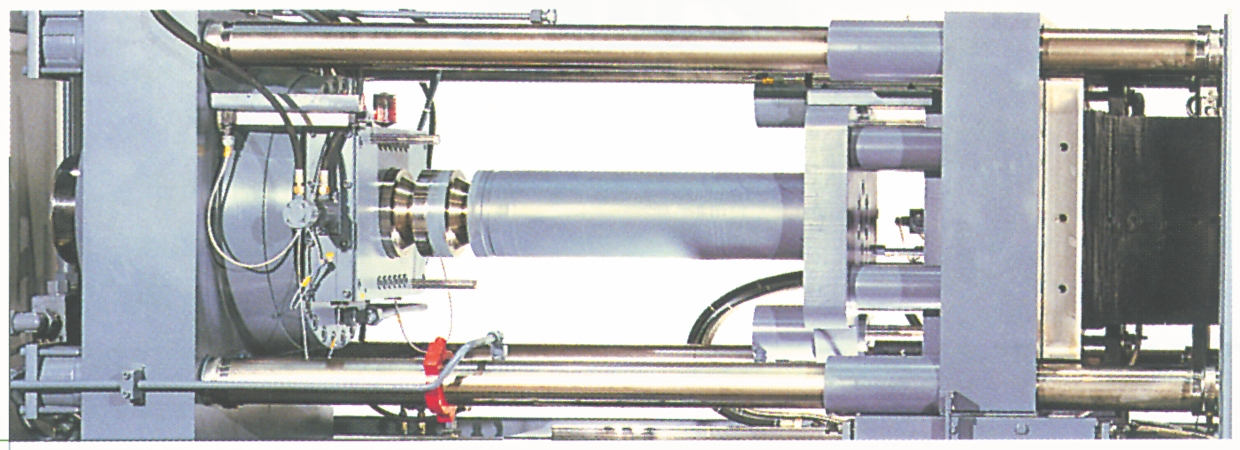
Hydraulisk lukkeenhed med afstandsarm
Formindbygningshøjden indstilles via en hydraulisk klinkelåsning af afstandsarmen, som er justerbar i to notspor.
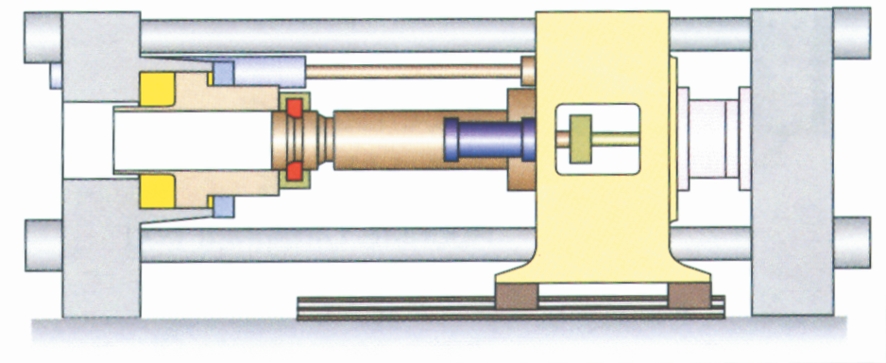
Afstandsarmen, der er fast monteret på det bevægelige afstands- og opspændingsplan, overfører lukkehøjtrykket til det bevægelige opspændingsplan fra trykdåsen, der er monteret på den bagerste travers via klinkelåsen.
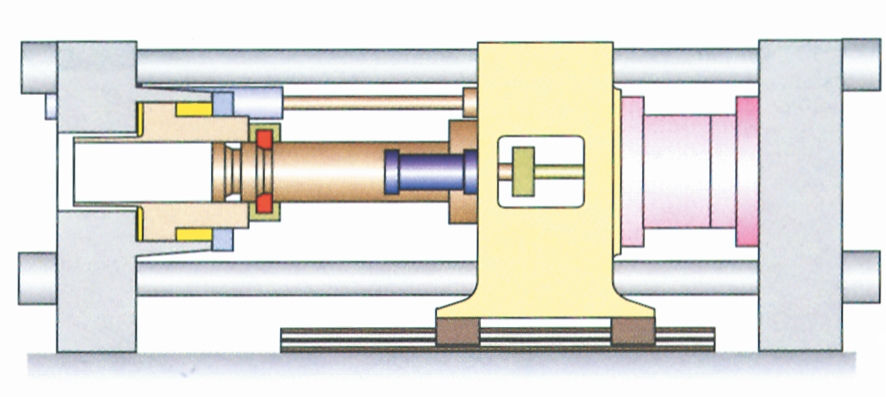
Ved formåbning frigøres den hydrauliske klinkelås, hvorefter transportcylinderen åbner værktøjet, og afstandsarmen glider ind gennem hullet i trykdåsen.
Transportcylindrene kræver kun en mindre oliemængde til det relativt lette arbejde med at åbne og lukke værktøjet. Trykdåsen, der har minimal vandring, kræver ligeledes en mindre oliemængde til lukkehøjtrykket, hvorfor konstruktionen er energibesparende.
Denne maskinkonstruktion minder meget om svingarmsprincippet, men med den fordel, at ”armen” blot forsvinder ind gennem trykdåsen, hvorfor maskinen får en mere rolig åbne- og lukkerytme.
Dette konstruktionsprincip er ikke egnet som ”hurtigløber”, hvilket betyder, at maskinen ikke egner sig til hurtige åbne- og lukkebevægelser.