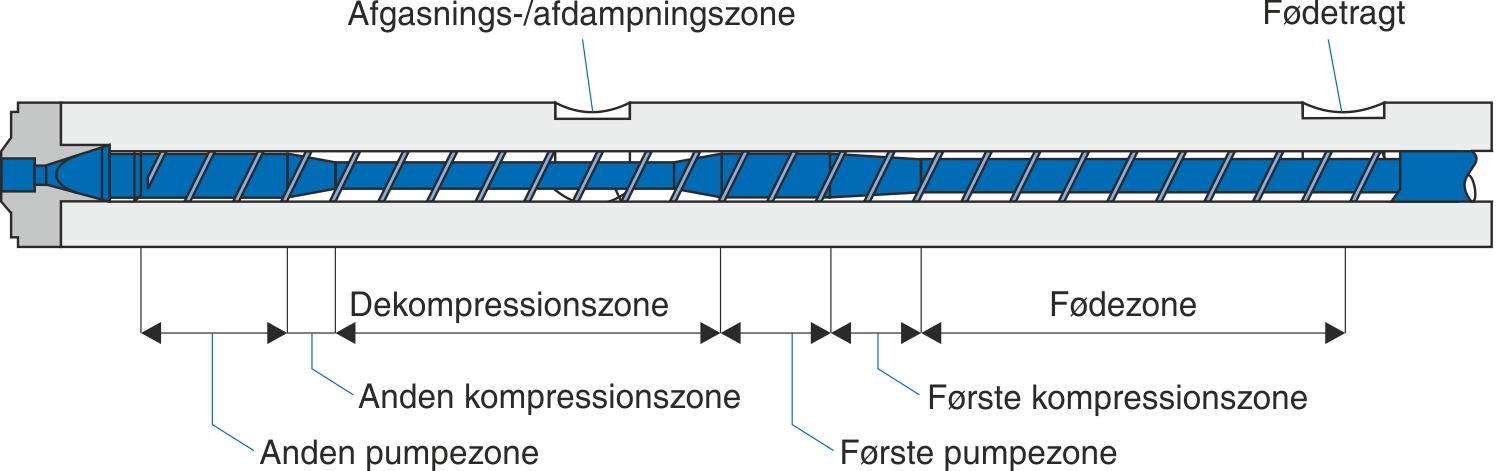
Afgsnings-/afdampningszone
For visse plasttyper er det nødvendigt at fjerne fugtrester eller visse uhensigtsmæssige luftarter, som kan udvikles, når materialet opvarmes. Derfor er der på nogle ekstrudere monteret en afdampnings- eller afgasningszone.
Systemet virker, ved at der cirka midt på cylinderen er anbragt en åbning, ofte forbundet med et vakuumanlæg. Når materialet opvarmes og komprimeres i den første del af cylinderen, vil eventuelle fugtrester (nu damp) eller gasser blive voldsomt komprimeret. Når materialet kommer ud i dekompressionszonen, hvor der er god plads, forsvinder trykket, og de stærkt komprimerede og indespærrede dampe eller gasser vil få det omgivende materiale til at briste, således at dampen eller gassen kan slippe ud eller fjernes ved hjælp af vakuumanlægget.