Procesforløbet ved stempelindsprøjtning
Det tager nogen tid at smelte materialet, specielt for den mængde, der ligger i midten af sprøjtecylinderen og dermed længst fra de opvarmede sprøjtecylindervægge.
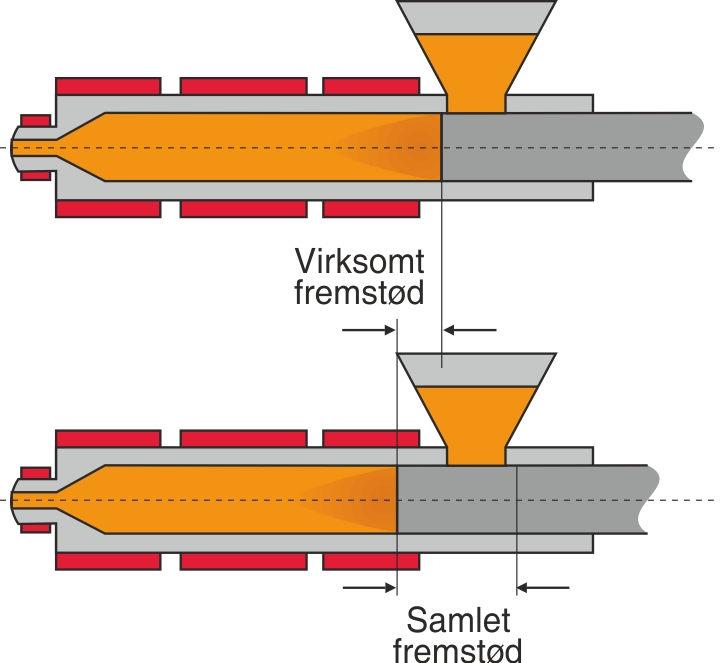
Procesforløbet starter med, at en afmålt mængde materiale slippes ind i sprøjtecylinderen foran det tilbagetrukne indsprøjtningsstempel.
Hvis cylinderen er helt tom, trykker stemplet den indfyldte mængde materiale frem mod maskindysen, hvor det i første omgang presses hårdt sammen. Dette gentages et antal gange afhængigt af indsprøjtningsvolumenet, som bestemmes af indsprøjtningsstemplets fremstød/slagvolumen, også kaldet skudvolumen.
Hvis cyklustiden er 30 sekunder, og cylinderen kan rumme det tidobbelte af skudvolumenet, vil materialets opholdstid i sprøjtecylinderen vare 10 × 30 = 300 sekunder eller 5 minutter.