Del 4: Kvalitetsværktøjer
Selv om en sprøjtestøbeproduktion, der er indkørt, ser ud til at være stabil, skal den til stadighed overvåges fx med stikprøvekontrol, idet der kan forekomme mange former for forstyrrelser af processen, så stabiliteten reduceres.
Inden for statistisk kvalitetskontrol betragter man ofte grafisk en række måleresultaters variation fra en produktion, der er stabil, ud fra en fordelingsfunktion, der kaldes ”normalfordelingen” eller ”Gauss-kurven” efter den person, der grundlagde fejlteorien.
Ud fra normalfordelingen kan der foretages mange statistiske beregninger for fastlæggelse af bl.a. tolerancer eller kontrolgrænser.
Normalfordelingskurven fortæller, at de fleste normalfordelte måleresultater indlagt i en grafisk model vil ligge symmetrisk omkring kurvens midterakse.
Såfremt fordelingen er skæv, betyder det, at processen er ude af kontrol og må justeres. Der skelnes mellem systematiske og tilfældige variationer. Ved systematiske variationer vil måleresultaterne ligge til samme side i forhold til kurvens midterakse, hvorimod der ved tilfældige variationer ikke ses noget klart billede af fordelingen i forhold til kurvens midterakse.
Systematiske variationer kan opstå, ved at der fx kommes et nyt materiale på maskinen med et andet smelteindeks end det tidligere anvendte materiale. Altså en pludselig variationsårsag, som er kendetegnet for de systematiske variationer.
Tilfældige variationer kan karakteriseres som snigende fejlårsager fx maskinslid.
Normalfordelingskurven opererer med følgende værdier:
- Standardafvigelsen, der benævnes S
- Middelværdien, der benævnes x (udtales x-streg)
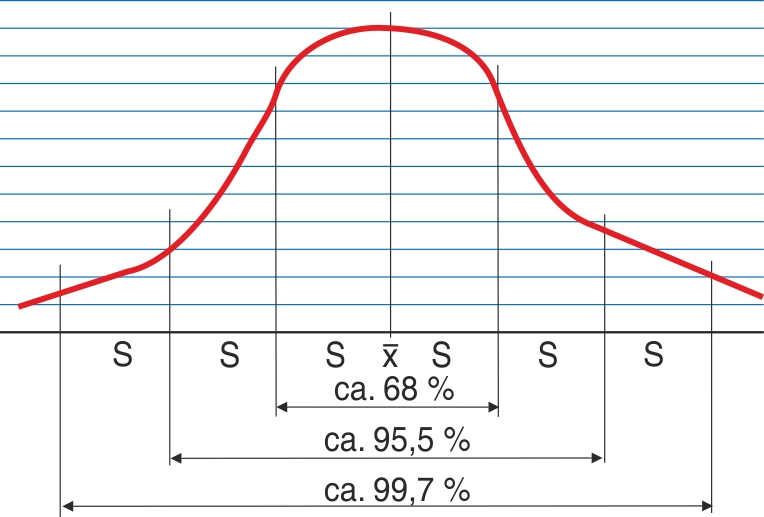
Normalfordelingen angiver, at:
- 68 % af et emnes mål ligger inden for ± 1 × S
- 95,5 % af et emnes mål ligger inden for ± 2 × S
- 99,7 % af et emnes mål ligger inden for ± 3 × S