Krympeprøve
Når folie og andre produkter forlader dysen, ligger molekylerne i den form, som de ”ønsker”. Når man derefter strækker fo-lien eller emnet, tvinger man molekyl-erne ud i en ny form. På grund af den efterfølgende afkøling af produktet er det ikke muligt for molekylerne at trække sig tilbage igen.
Tænk på en elastik. Hvis der sidder en elastik omkring en stor pakke i fryseren, og man tager elastikken af, beholder den formen, indtil den ”tør op”. Først derefter indtager den sin oprindelige størrelse. På samme måde er det med ekstruderede produkter.
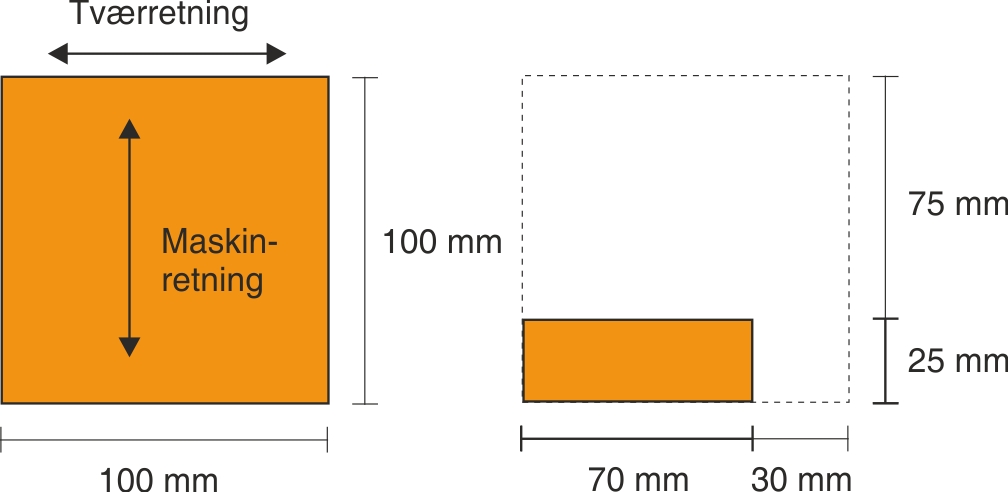
Hvis man udskærer et stykke folie på fx 100 × 100 mm og lægger det i en ovn, vil det indtage sin oprindelige størrelse, når temperaturen er tilstrækkeligt høj.
Krympeprøven kan også bestå i, at et testemne opmærkes med et givet mål. Derefter udsættes emnet for varme, fx et bad med en given temperatur, indtil molekyl-erne finder deres oprindelige placering.
Når emnet er kommet op af badet og afkølet igen, kan det markerede mål kontrolleres og krympeprocenten beregnes.