Sprøjtestøbbeproces og procesberegninger
Før en sprøjtestøbeopgave kan iværksættes, er der en del beregninger, der skal foretages. Disse beregninger kan opdeles i kalkulationsberegninger og de rent procestekniske beregninger.
For at kunne foretage en kalkulationsberegning er en beregning af cyklustiden naturligvis vigtig, men valg af sprøjtestøbemaskine er ikke mindre vigtig, hvorfor kalkulations- og procestekniske beregninger ikke kan holdes adskilt, men vil lappe over hinanden.
Det er imidlertid vigtigt at opstille en planlægning af beregningsforløbet inden produktionsstart, hvorfor det er vigtigt at have det fulde kendskab til sprøjtestøbeprocessens deltider.
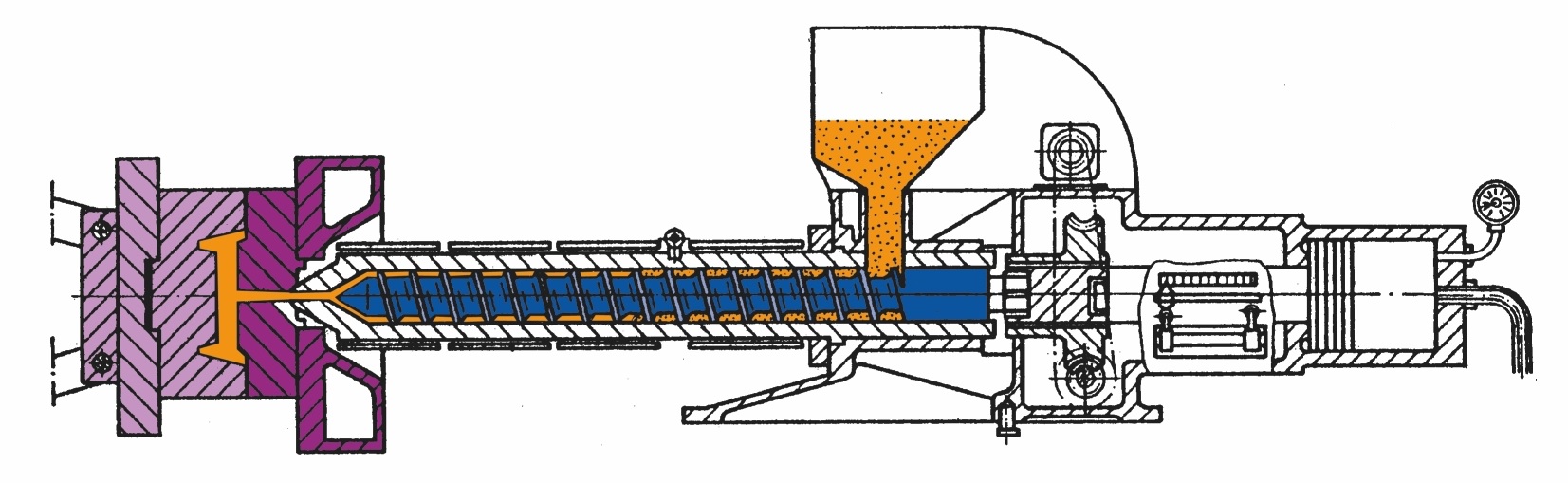
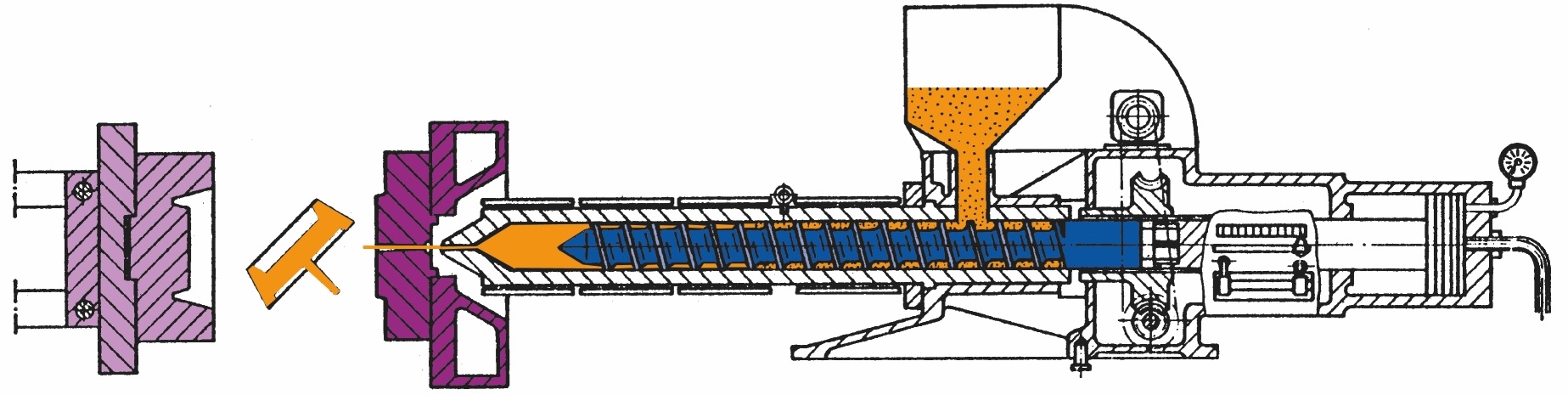
Sprøjtestøbeprocessen er ideelt set en cyklisk proces, dvs. en proces bestående af en række delprocesser, der gennemløbes i en given rækkefølge, og hvor hver delproces udfylder en given del af den totale cyklustid (de ti hovedpunkter med underpunkter).