Strækning af pladen
Alle termoplast har et temperaturområde, hvori de kan strækkes meget. I dette formnings-temperaturområde er relativt små kræfter nok til at forme emnet. Kan termoformmaskinen ikke frembringe den nødvendige kraft, må man varme materialet yderligere op, så man kan opnå den ønskede fuldformethed. Det betyder, at man ikke længere er i det område, hvor man har den maksimale strækevne. Man kan se problemet ved positivforme, hvor der er krav til små radier i flangeområder, fx ved formning af inderskabe til køleskabe, eller ved små bundradier i negativforme, fx ved drikkebægre. Jo større kravet er, desto længere fjerner man sig fra området med maksimal strækbarhed. Dette medfører, at godsfordelingen bliver dårligere, og emnet får meget tynde områder på siden. Ved for høje krav bliver processen ustabil, og selv små variationer i pladens tykkelse eller i pladetemperaturen fører til kasserede emner.
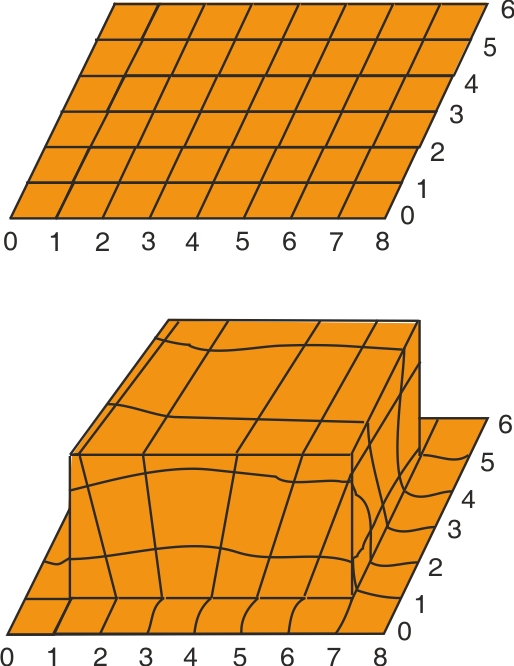
Hvis man vil undersøge strækningen af pladen, kan man tegne et gittermønster på den. Ved større plader kan man afpasse størrelsen af de enkelte felter, så de passer med størrelsen af maskinens varmeelementer. Efter formningen kan man ud fra ændringen af de enkelte felters areal vurdere pladetykkelsen i feltet. Er arealet blevet dobbelt så stort som startarealet, vil pladetykkelsen være halveret, da volumenet af plast i feltet jo er konstant.