Beregning af emnevægtspredning
Emnevægtspredningen beregnes som forskellen mellem maksimum- og minimumvægten, der ganges med 100 og divideres med maksimumvægten:
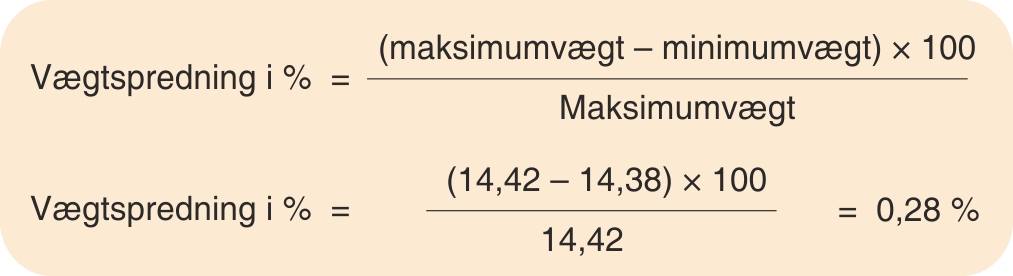
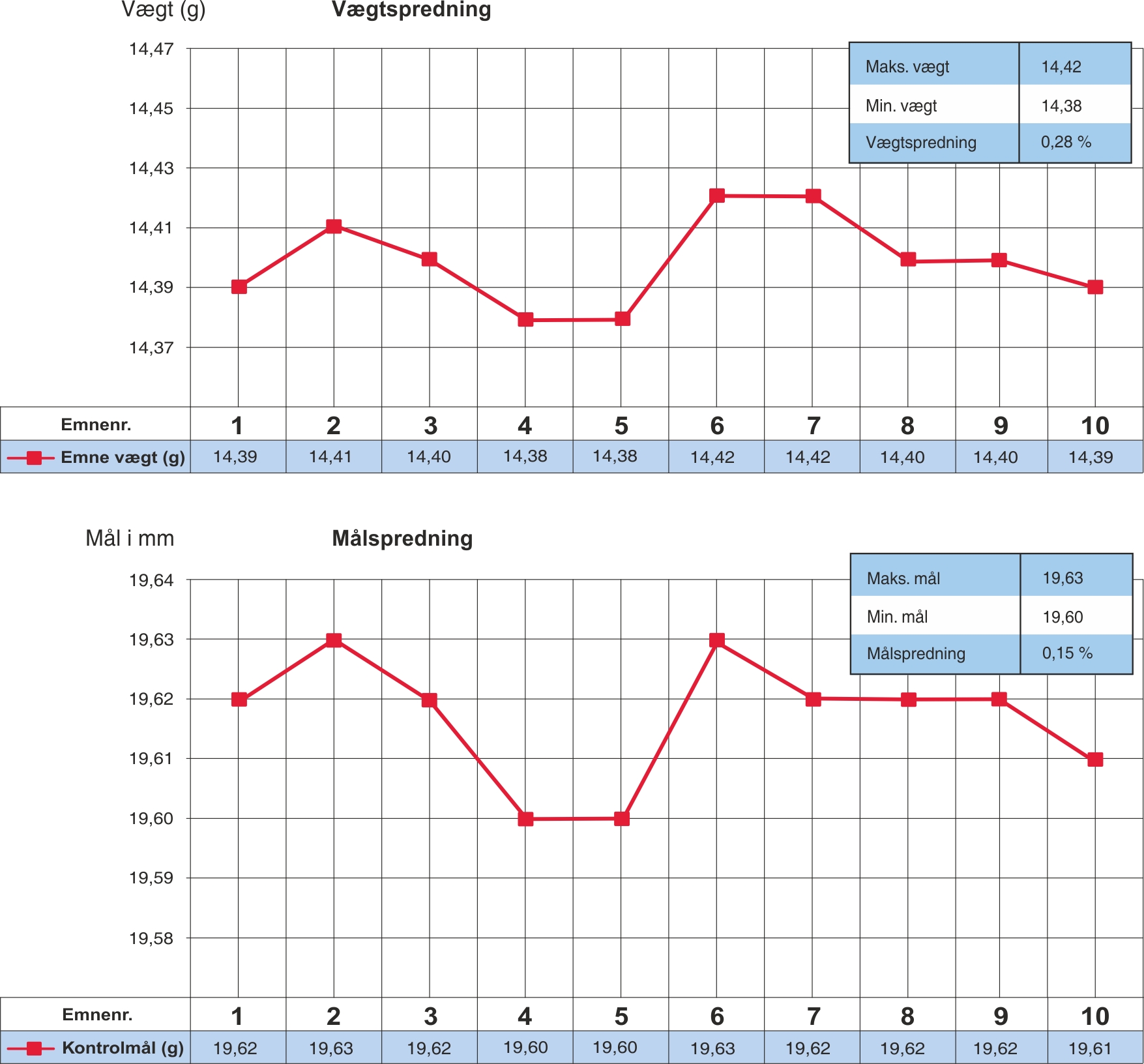
At ovenstående beregning kan det ses, at vægtspredningen er relativt lille. Produktionen kan siges at være under kontrol og altså stabil.
Ved denne indkøringsmetode er der ligeledes mulighed for at opnå en relativt lille målspredning inden for selv snævre tolerancer, idet:
Der er en vis
Sammenhæng mellem emnevægt og emnemål.
Men det skal understreges, at der ikke er en entydig sammenhæng mellem emnets mål og emnets vægt, men det kan slås fast, at:
Overvågning af skudvægten giver sikker viden om
produktionens stabilitet.
Og
En stabil produktion er en forudsætning for høj kvalitet.
Ovenstående sætninger fortæller, at såfremt vægtspredningen er lille, vil processen være stabil, hvorfor sammenligning mellem emnevægt og emnemål vil give god viden om vægt- og målspredningen.
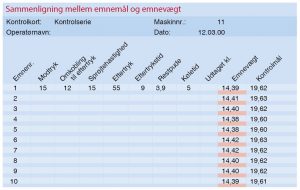
Kontrolkort til sammenligning mellem emnemål og emnevægt
Tabellen i kontrolkortet nedenfor anvendes til at registrere og sammenligne emnemål og emnevægt
Sammenligning mellem emnemål og emnevægt
| Kontrolkort: | Kontrolserie | Maskinnr.: | 11 |
| Operatørnavn: | Dato: | 12.03.00 |
| Emnenr. | Modtryk | Omkobling til eftertryk | Sprøjtehastighed | Eftertryk | Eftertrykstid | Restpude | Køletid | Udtaget kl. | Emnevægt | Kontrolmål |
| 1 | 15 | 12 | 15 | 55 | 9 | 3,9 | 5 | 14,39 | 19,62 | |
| 2 | 14,41 | 19,63 | ||||||||
| 3 | 14,40 | 19,62 | ||||||||
| 4 | 14,38 | 19,62 | ||||||||
| 5 | 14,38 | 19,60 | ||||||||
| 6 | 14,42 | 19,60 | ||||||||
| 7 | 14,42 | 19,63 | ||||||||
| 8 | 14,40 | 19,62 | ||||||||
| 9 | 14,40 | 19,62 | ||||||||
| 10 | 14,39 | 19,61 |
Se kontrolkortet som billede her
Emnemål og emnevægt
Grafisk sammenligning mellem vægtspredning og målspredning