Vikling
Vikling er en metode, som er særdeles velegnet til rotationssymmetriske, større emner. Rør og tanke egner sig udmærket til fremstilling ved vikling.
Fiberproduktet imprægneres først i et bad af initieret plastharpiks og føres til en roterende kerne. Laminatet kan så passere en hærdezone med forhøjet temperatur. Der kan tilføres varme gennem kernen, eller ved at kerne og laminat anbringes i en hærdeovn. Det hærdede laminat skæres eventuelt op i ønskede længder.
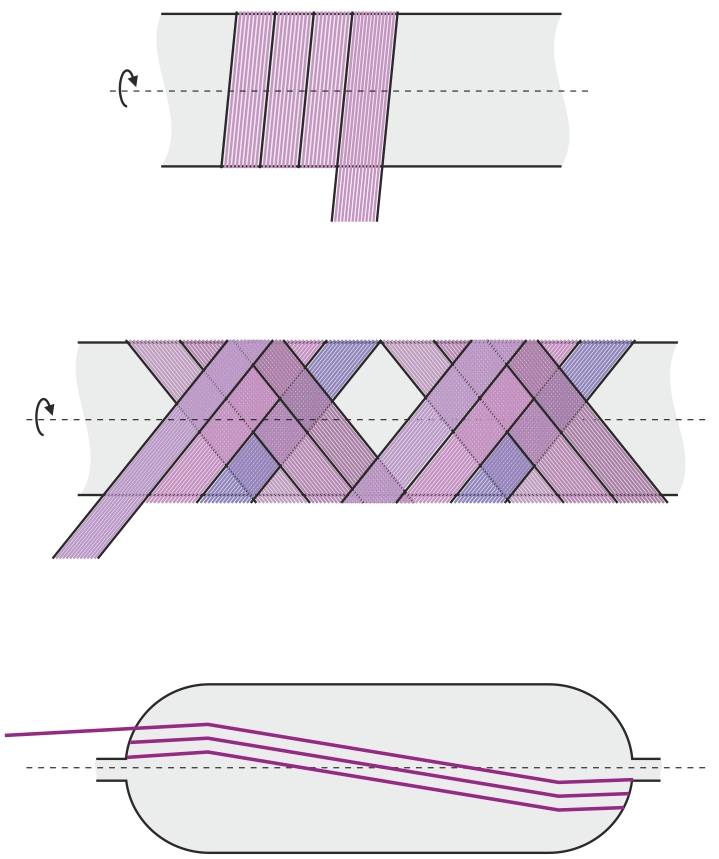
Den vinkel, hvormed rovingen vikles på kernen, kan varieres for at opnå optimale styrkeegenskaber i emnet.
Ved vikling kan der blandt andet opnås laminater med meget højt glasindhold og følgelig meget gode styrkeegenskaber.
Ved produktion af rør bruges sædvanligvis metalkerner. Ved mere komplicerede emner kan der også benyttes voks eller letsmeltelige metallegeringer, som smeltes væk, når laminatet er hærdet.
De metoder, der er beskrevet i dette kapitel, er principielt anvendelige til alle hærdeplastmaterialer, der kan forarbejdes på flydende form – altså først og fremmest polyester og epoxyharpiks og til dels også polyurethan og phenolplast. Carbamidplast og melaminplast kan af de nævnte metoder kun forarbejdes ved varmpresning. Hærdeplast kan herudover under særlige betingelser desuden sprøjtestøbes.