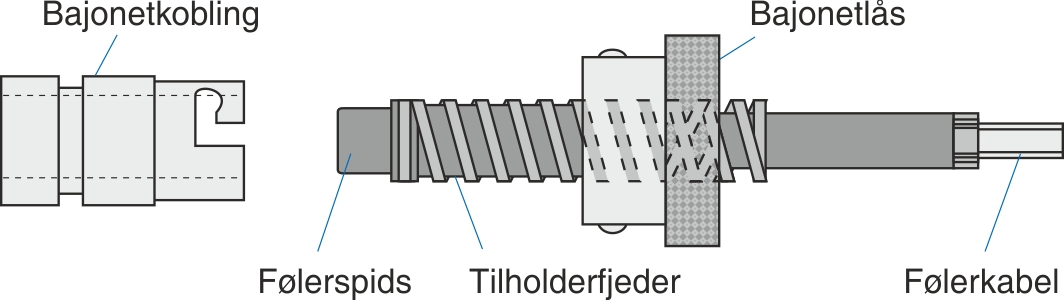
Temperaturføler
Føleren består af to ledninger af hver sin metaltype. Ledningerne mødes helt ude i enden af føleren. Når der sendes en svag strøm af sted i den ene ledning (+), vil en større eller mindre del af strømmen returnere i den anden ledning (–). Den returnerede strømmængde vil være afhængig af temperaturen ved føleren. Den returnerede strømmængde kan herefter omsættes til en temperatur.
Det er meget vigtigt, at ledningerne bliver vendt og monteret rigtigt ved udskiftning.
Der findes flere typer af følerledninger. Derfor er det vigtigt, at man udskifter til den samme type igen.
Men det er især vigtigt, at der ikke kommer skarpe knæk på ledningerne til føleren, da isoleringen er meget skrøbelig. I tilfælde af brud på isoleringen vil der komme fejlvisning på temperaturen.
Hvis der er en zone, der er usædvanligt lang tid om at blive varm, eller måske pludselig falder i temperatur, vil det være en god ide at låne en naboføler og sætte i et par minutter for at se, om denne også viser den samme lave temperatur.
Det samme er tilfældet, hvis ledningen bliver våd.
Der, hvor en enkelt eller flere tråde kommer til at røre den anden ledning (eller ved fugt), vil der blive returneret en strømmængde, der svarer til temperaturen omkring ledningen (altså temperaturen i lokalet). Resultatet bliver altid, at der vises en temperatur, der ligger et sted mellem temperaturen i lokalet og zonetemperaturen.
Varmetilførselsmetoder
Når temperaturføleren er placeret fx 3 cm inde i værktøjet, vil varmebåndet og det udvendige værktøj blive meget varmt, inden føleren længere inde opnår den rette temperatur. Denne kraftige varme fordeler sig senere ind i værktøjet og giver dermed en overophedning af zonen.
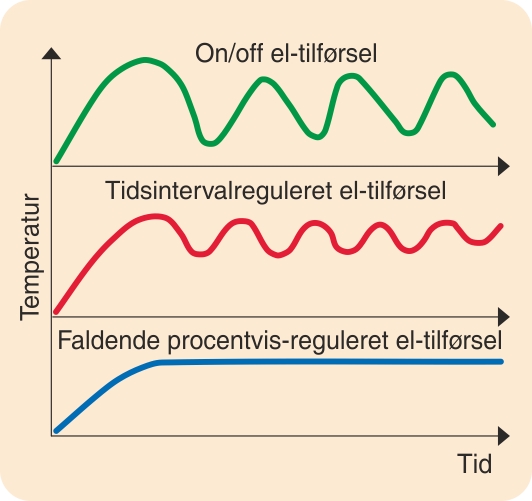
On/off el-tilførsel
Her er der fuld varme på, når føleren giver on-signal. Der slukkes først, når varmen har bredt sig ind til føleren. Kurven viser det store udsving, der opstår i temperaturen på zonen, når eftervarmen trænger ind.
Tids-intervalreguleret el-tilførsel
Her er der også fuld varme på, når føleren giver on-signal. Men on-tiden er programmeret til at slukke efter et antal sekunder. Derfor bliver udsvingene ikke så store, da varmen bedre kan nå at fordele sig.
Faldende procentvis-reguleret el-tilførsel
Her reduceres strømtilførslen, i takt med at den ønskede temperatur opnås. Det betyder, at der kun vedligeholdes med en lille smule strøm, således at temperaturen kan holdes konstant.