Ringindløb
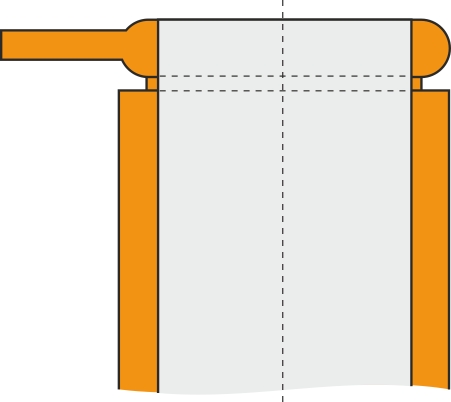
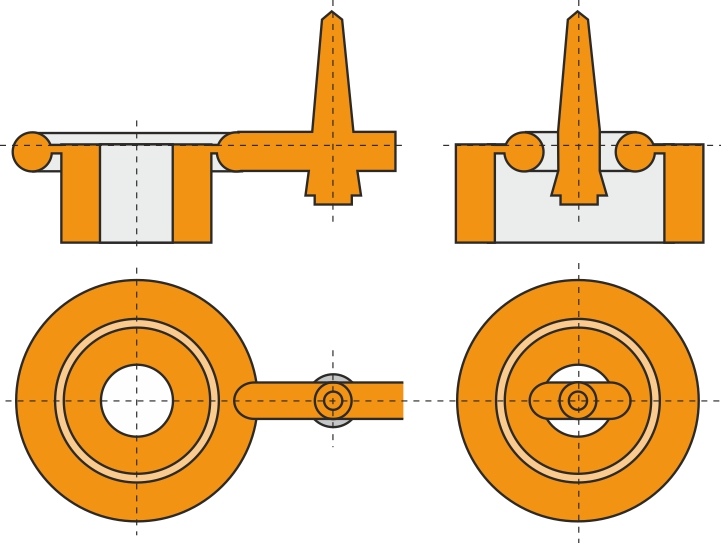
Ringindløbet anvendes ved cylindriske eller rektangulære emner, der er konstrueret med en fortykket ring på emnets omkreds.
Der er to principper for ringindløb. Ved det første princip er emnet forsynet med en fortykket ring som en blivende, integreret del af emnet. Ved det andet princip er emnet af hensyn til indløbet forsynet med en midlertidig, fortykket ring, som efter støbningen fjernes ved efterbearbejdning af emnet.
Indsprøjtningen kan foregå gennem et almindeligt punktindløb eller et rektangulært indløb til den tykke ring, og da smelten først fylder det område i formen, der yder mindst modstand, vil den fortykkede ring blive fyldt, inden smelten flyder ind i emnet i hele omkredsen samtidigt.
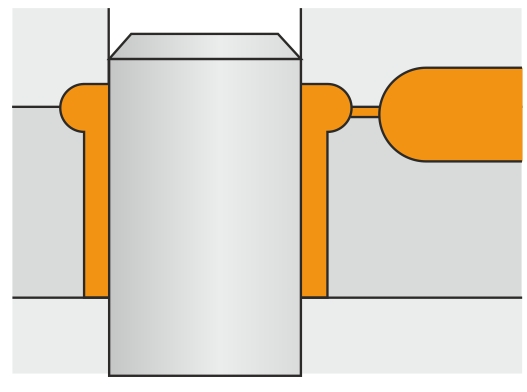
Sammenflydningssømme optræder sædvanligvis kun i selve ringpartiet, der som følge af tykkelsen er stærkere end den øvrige del af emnet, hvorfor en sammenflydningssøm ikke er kritisk her.
Ringindløbet erstatter ikke skærmindløbet, men hvor skærmindløbet almindeligvis anvendes ved én-kavitetsværktøjer, er ringindløbet velegnet til fler-kavitetsværktøjer. Ringindløbet benyttes i øvrigt på samme måde som skærmindløbet.
Efterbearbejdning er nødvendig ved ringindløb.