Fryselinjen
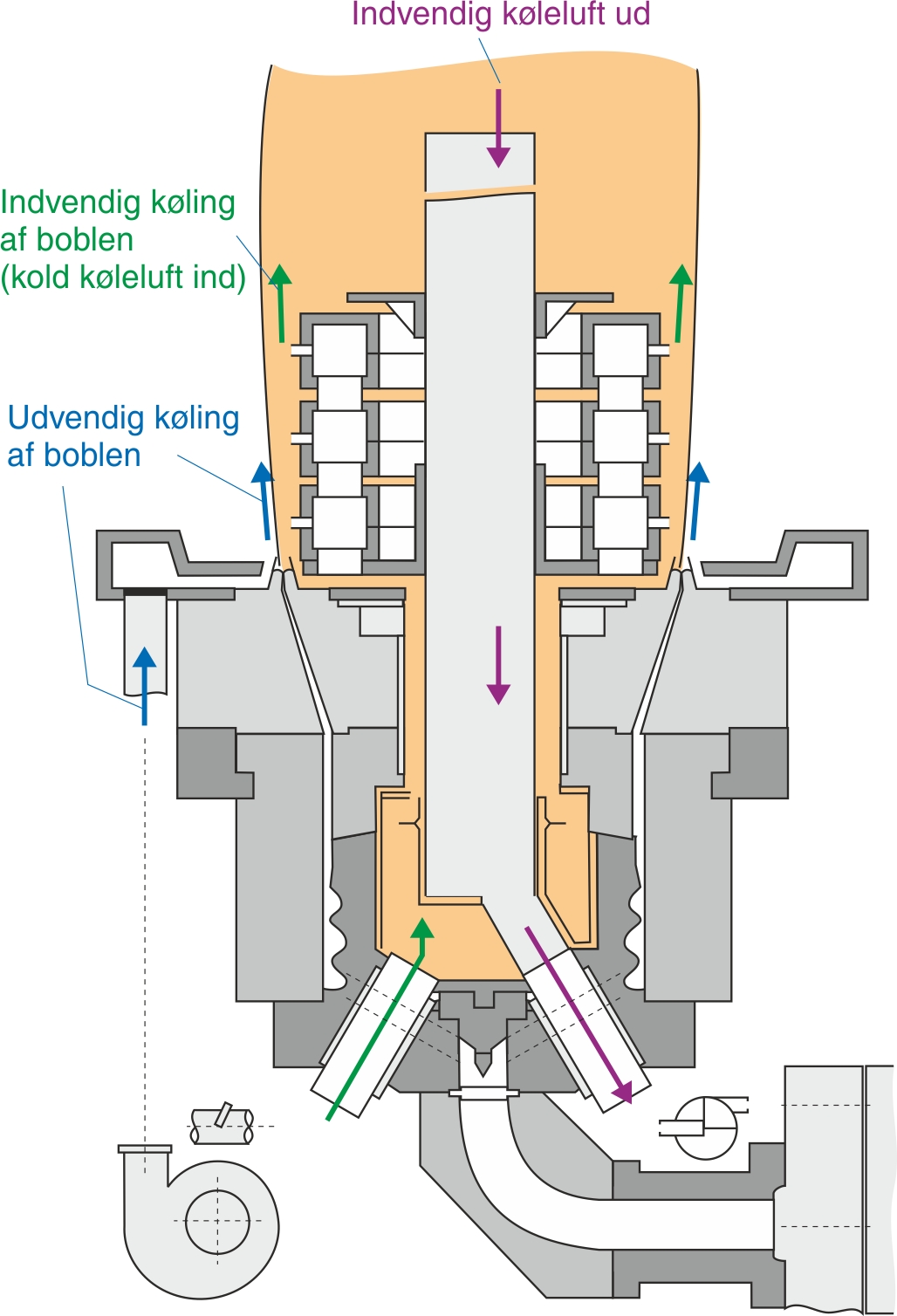
Efter at folieslangen er blæst op til en boble med konstant luftvolumen, skal den afkøles ved hjælp af køleluft fra køleringen.
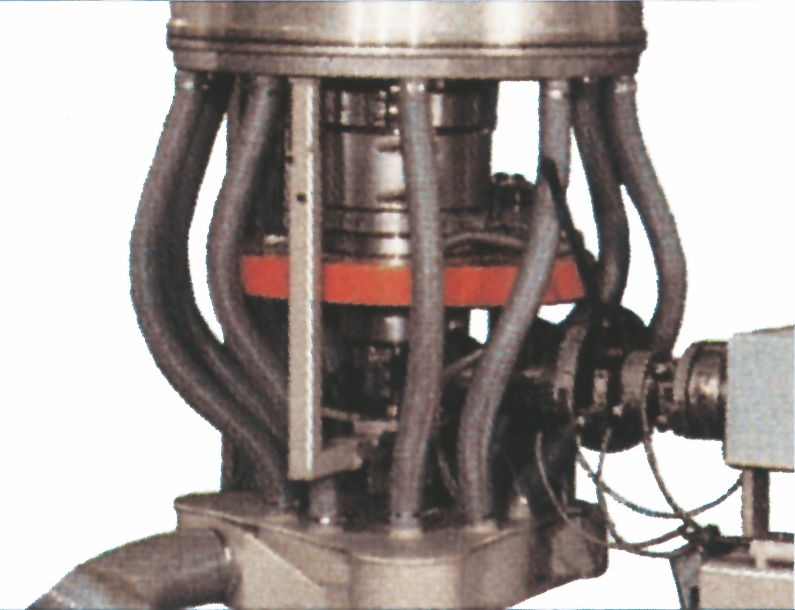
Køleringen ligger oven på dysen og forsynes med luft fra køleluftsblæseren, der leverer luft med lavt tryk og lav hastighed – men i store mængder. Luften tages som regel fra lokalet.
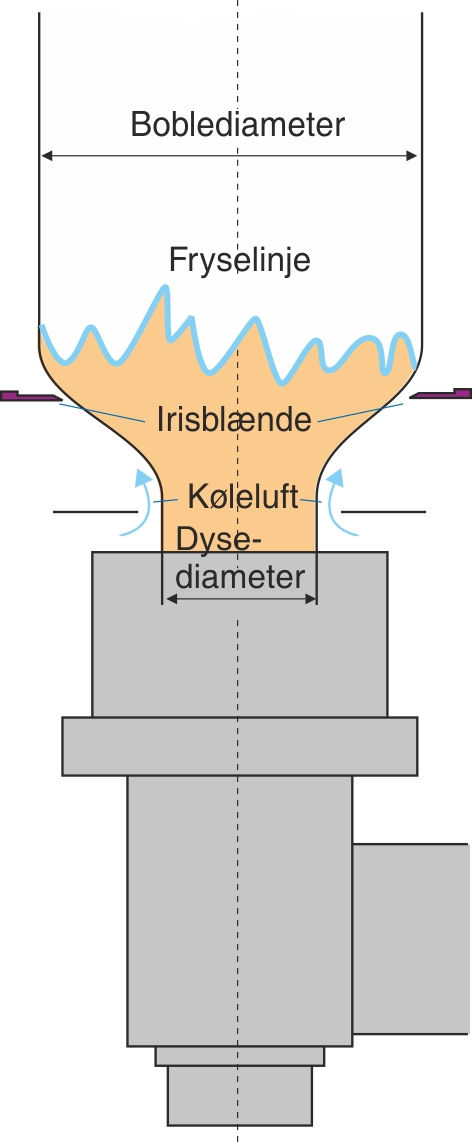
Det sted på den opblæste folieboble, hvor materialet størkner, kaldes fryselinjen. Her kan man i mange tilfælde se, at plasten overgår fra at være næsten glasklar til at blive mat og mælket i udseendet. Dette gælder for ekstrudering af folie med delkrystallinske materialer. Fryselinjen kan reguleres op og ned ved hjælp af køleluftmængden og irisblænden.
Jo kraftigere man køler på boblen, des længere ned kommer boblen og fryselinjen. Det må pointeres, at der, hvor folien er tyndest, fryser/stivner den først.
Efter fryselinjen forandrer folien ikke form, måske dog med en enkelt undtagelse. Hvis der er tykke striber/områder i folien, kan der her være så meget varme gemt i materialet, at folien efterkrymper i maskinretningen. Det betyder, at de tynde områder i folien, som hurtigt blev kolde, bliver for lange. Dette resulterer i små folder på tværs i den tynde folie. Problemer af den art, kræver rengøring/polering af værktøjet eller måske en renovering af dorn og dyse.
På vej op til aftræksvalserne fladlægges den opblæste boble af ledepladerne.
Hvis der skal være sidefalse i folien, bliver to trekantede foldeplader skubbet ind mod boblen, som derved foldes, inden den går op imellem trækvalserne.
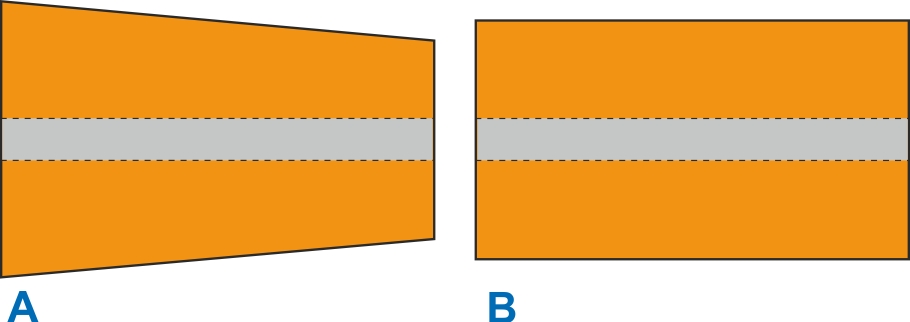
På visse typer af opviklere er monteret et sæt valser/ruller, som er i stand til at dreje folien skiftevis 180º. Derved får man eventuelle tykkere/ tyndere områder på folien til at ligge skiftevis på tværs hen over rullebredden.
En anden måde at eliminere godstykkelsesforskelle på er, at hele opvikleren drejes rundt. Den er da anbragt på en drejesokkel.
En tredje metode er, at nogle ekstrudere er udstyret med roterende folieværktøj. Det betyder, at den sidste del af værktøjet, den del med dysen, roterer. Derved forhindrer man, at en eventuel godstykkelsesforskel bliver synlig ved opviklingen.