Umættet polyester (UP)
Ordet polyester er i denne forbindelse det almindeligt anvendte udtryk for en opløsning af umættet polyesterharpiks i en reaktiv monomer – oftest styren. En sådan opløsning har den særlige egenskab, at den kan bringes til at hærde, dvs. at tilstandsformen ændres fra flydende til fast.
Umættede polyesterharpikser fremstilles ved en kemisk reaktion mellem organiske, dibasiske syrer og glykoler (også kaldet dioler). Syredelen består af mindst to forskellige dibasiske syrer, hvoraf mindst én er umættet, og mindst én er mættet. Typiske eksempler på udgangsstoffer er maleinsyreanhydrid (umættet syre), phthalsyreanhydrid (mættet syre) og ethylen-glykol.
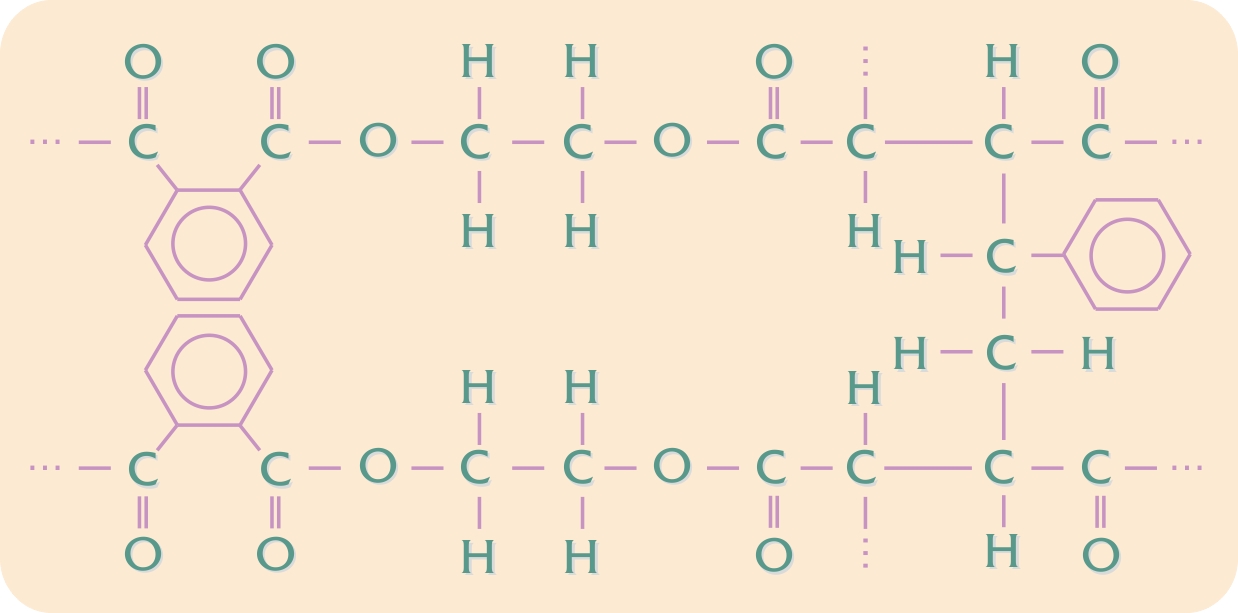
Umættede polyesterharpikser er højviskose, klæbrige væsker, der ligner harpiks, eller faste stoffer, der ligner rav. For at gøre dem tilstrækkeligt tyndtflydende til, at de kan anvendes til at imprægnere glasfiberprodukter med ved stuetemperatur, opløses de i et opløsningsmiddel. I de fleste tilfælde vælges et opløsningsmiddel, som samtidigt fungerer som reaktionskomponent (eller tværbindingsmiddel) i hærdeprocessen. Styren er særdeles velegnet og absolut det mest anvendte reaktive opløsningsmiddel til umættede polyesterharpikser.
Det reaktive opløsningsmiddel har – foruden den opgave at gøre polyesteren tyndtflydende – den meget vigtige egenskab, at det under hærdningen reagerer kemisk med polyesteren via dobbeltbindinger i begge stoffer. Derved dannes der tværbindinger mellem polyester-molekylerne. Opløsningsmidlet – styren – er altså ikke alene et opløsningsmiddel i sædvanlig forstand, men en uundværlig komponent i polyesteren og deltager aktivt i selve hærdeprocessen. Derfor kaldes det undertiden et monomert opløsningsmiddel. Ved at variere på forholdet mellem de indgående komponenter kan den færdige polyesters egenskaber ændres. Forskellige hovedtyper af polyestere kan fremstilles ved valg af specielle komponenter. Desuden kan de forskellige typer tilpasses forskellige anvendelsesområder ved tilsætning af forskellige hjælpestoffer. De vil blive omtalt i det følgende.
Under hærdningen, som foregår uden fraspaltning af biprodukter og således er en polyadditionsproces, omdannes den flydende polyester til en fast masse, som på grund af molekylernes tætte netværkstruktur bliver en hærdeplast med gode all round-egenskaber.
Glasfiberforstærket polyester
Glasfiber
+ Hærdet umættet polyesterharpiks
Umættet polyesterharpiks
Umættet polyester
+ Styren
+ Additiver
Umættet polyester
Umættet, dibasisk syre
+ Mættet, dibasisk syre
+ Glykol