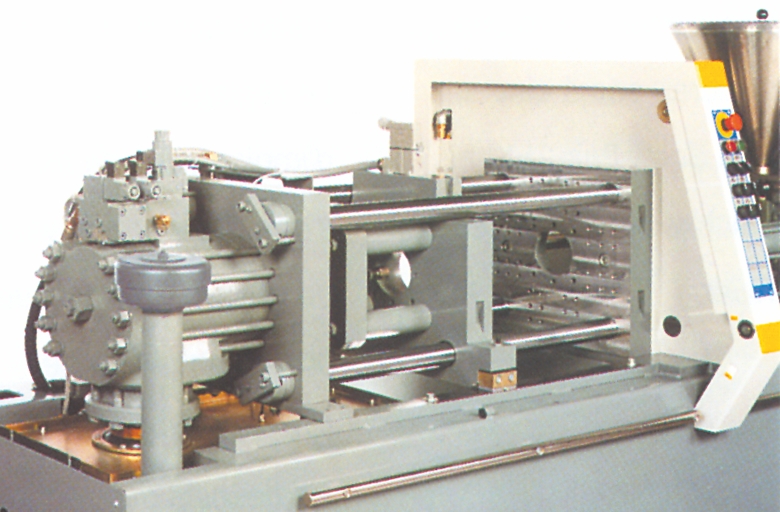
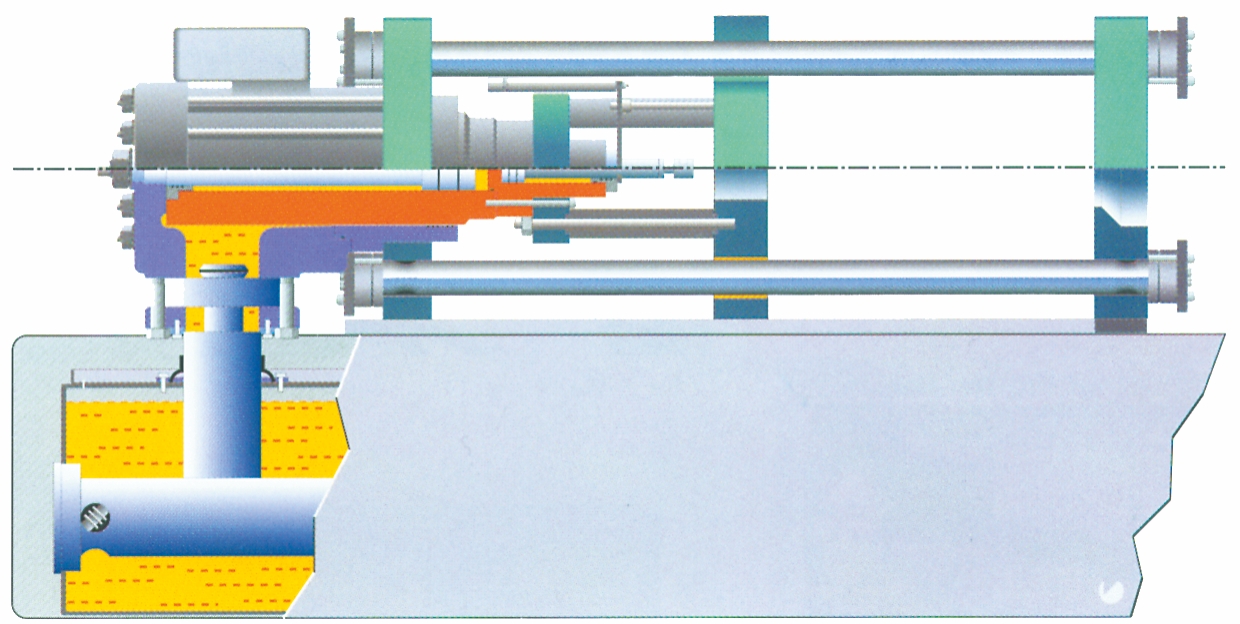
Fuldhydraulisk lukkeenhed med integreret transportcylinder
I en lukkeenhed med en centralt virkende, dykket cylinder (plungercylinder) sørger plungercylinderen for hurtig udskiftning af olie til lukkecylinderen direkte fra den umiddelbart underliggende olietank ved åbne- og lukkebevægelserne.
På den komplette to-trins lukkeenhed er den hydrauliske transportcylinder integreret med den hydrauliske lukkecylinder, som er monteret på sprøjtestøbemaskinens bagerste flydende travers. Det bagerste flydende travers er fæstnet til et bevægeligt mellemplan, der er i fast forbindelse med det bevægelige opspændingsplan.
Formindbygningshøjden er frit indstillelig og selvjusterende via maskinens skærmstyring.
Lukkeenheden er opbygget på to kraftige skinner, der er monteret direkte på maskinstativet til at sikre stabilitet og parallelitet af opspændingsplanerne.
De to kraftige skinner danner et vandret, stabilt underlag og understøtning for det bevægelige opspændingsplans to glidesko.
De to bevægelige planer, opspændings- og afstandsplan, er forsynet med selvsmørende lejebøsninger for smøringsfri vedligeholdelse af maskinens fire søjler.