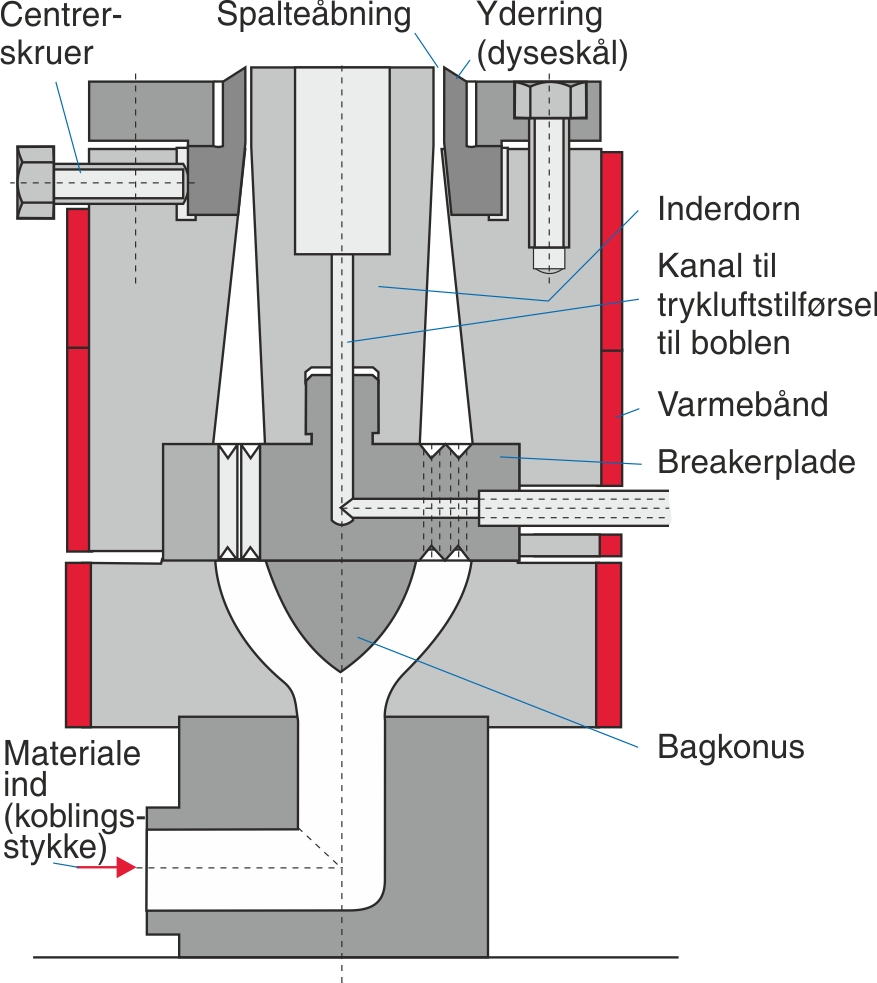
Bundfødt folieværktøj
Bundfødt værktøj med stilbar yderring og fast inderdorn er et mere kostbart værktøj at fremstille. Det giver imidlertid den gunstigste materialestrøm, idet denne bliver formet symmetrisk omkring værktøjets længdeakse.
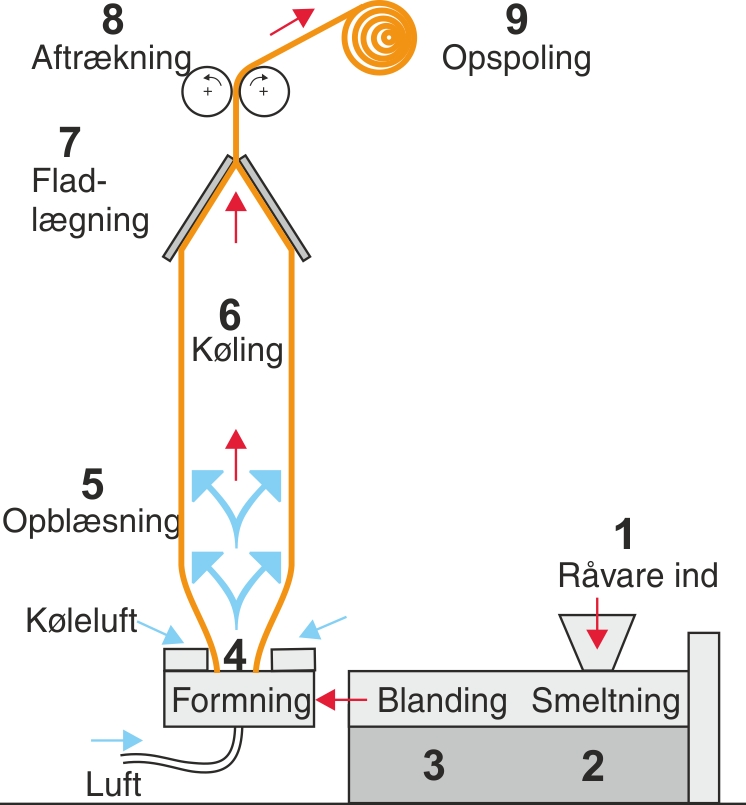
Ekstruderen trykker det varme plastmateriale op gennem folieværktøjet, hvor det passerer dysen og kommer ud som en blød slange med samme diameter som dysens spalteåbning.
Denne slange føres op til aftræksvalserne, der klemmer slangen flad, og samtidigt lukker for slangens øverste ende.
Under indkøring af et anlæg indstilles aftræksvalsernes hastighed således, at de udøver et passende træk i folieboblen i forhold til opblæsningsforholdet. Fra aftræksvalserne kan den nu fladlagte folieslange passere videre til opvikleren, der opmagasinerer folien i ruller.
Ved fremstilling af folie gennemgår plastmaterialet ni trin.
Gennem folieværktøjet føres der luft med ganske ringe overtryk ind i folieslangen, hvorefter denne buler ud som en lang ballon eller ”boble”, og dette ord bruges til at betegne den opblæste folieslange.
Folieslangens diameter kan blæses op til flere gange dysespaltens diameter.
Efter opblæsning til den ønskede diameter afkøles folieboblen, samtidigt med at aftræksvalserne udøver et vist træk i længderetningen. Afkølingen sker med kold luft, der blæses ud fra køleringen, som er monteret oven på folieværktøjet.
På store anlæg findes der endvidere en indvendig køleanordning. Herom senere.
På enkelte anlæg findes andre køleanordninger fx væskebad.