Snekketyper
Alle producenter af snekker søger at konstruere en snekke, der passer lige netop til kundens aktuelle behov. Derfor bliver der i samråd med råvareleverandørerne gjort mange forsøg på at finde en snekkegeometri, der passer helt perfekt til både råvare, ekstruder og ydelse. Det lykkes også for det meste.
Når man skifter råvare, må man altså være opmærksom på, om snekken har den rigtige geometri til netop denne plasttype. Mange fabrikker har således en række forskellige snekker at vælge imellem.
Andre fabrikker har en standardsnekke, som på rimelig vis tilgodeser de ofte få plasttyper, man forarbejder.
I samråd med råvarefabrikkerne er der blevet fremstillet mange snekketyper, der dog som fælles regel har:
– Kort kompressionszone til delkrystallinske materialer.
– Lang kompressionszone til amorfe materialer
Selv til forarbejdning af polyethylen er der fremstillet mange forskellige snekketyper, og det er derfor nødvendigt at kende snekkekonstruktionen for at kunne vælge korrekt temperaturprofil (indstilling af temperatur på de enkelte zoner).
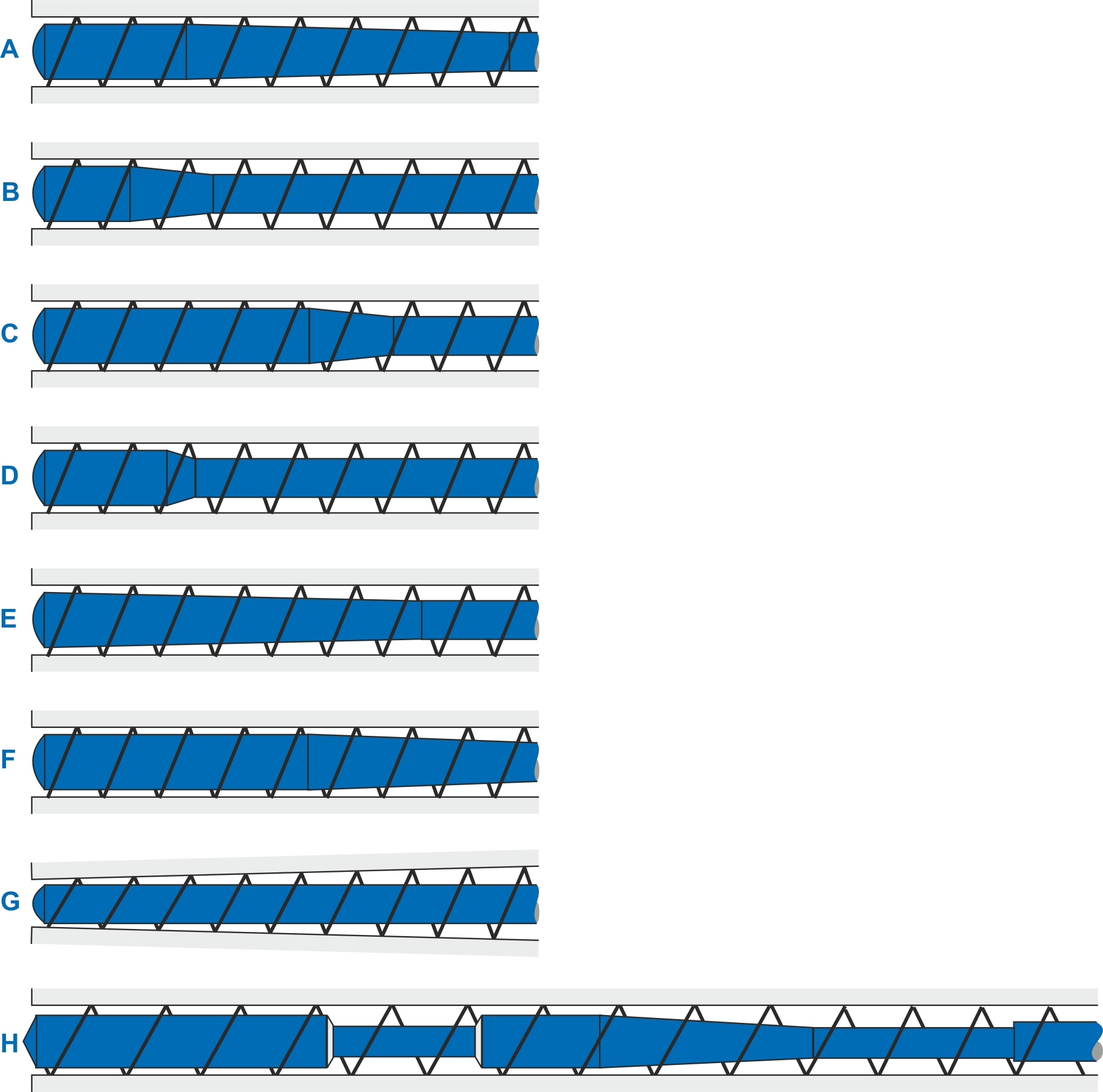
Forskellige snekketyper
A. Anvendelig til de fleste plasttyper. Velegnet til tykkere emner.
B. Velegnet til fx PE og PP. Ikke anvendelig til fx PVC, PA og POM.
C. Velegnet til tynde emner og stort modtryk. Ikke anvendelig til fx PVC, PA og POM.
D. Velegnet til fx PE og PP. Ikke anvendelig til fx PVC, PA og POM.
E. Anvendelig til blødere plasttyper og med lavt modtryk.
F. Anvendelig til de fleste plasttyper. Velegnet til tyndere emner.
G. Konisk snekke. Findes også som dobbeltsnekke. Anvendes ofte til de hårdere plasttyper.
H. Snekke med afgasnings-/afdamp- ningszone. Findes også som dobbelt- snekke. Anvendes ofte til de hårdere plasttyper fx PET, PVC og PS (styrentyperne generelt).

Forskellige snekketyper
A. Traditionelt opbygget snekke med afrundet snekkespids.
B. Snekke med barrierezone, miksezone og afrundet snekkespids.
C. Snekke med miksezone og afrundet snekkespids.
D. Snekke med spids, beregnet til PVC.