Rørværktøjet
Ekstruderen er monteret med et rørværktøj, der kan forme et rør med en diameter fra få millimeter og op til et par meter (så vidt vides i skrivende stund, er de største rør, som produceres i Danmark, 1,20 meter i diameter). Rør kan fremstilles med godstykkelse fra under 1 mm og op til flere centimeter.
Ekstruderen trykker det varme plastmateriale ud igennem rørværktøjet, hvor det forlader dysen og kommer ud som en blød slange med samme diameter og godstykkelse som dysens spalteåbning.
Mange virksomheder råder over flere værktøjer til forskellige typer af plast. Samtidigt råder man over større og mindre værktøjer til forskellige diametre. Ved at skifte inderdorn og yderring (dorn og matrice) kan man desuden på det enkelte værktøj producere flere forskellige diametre og godstykkelser, men kun inden for et begrænset område.
De materialer, der anvendes, kan være næsten alle typer af plast og i næsten alle hårdhedsgrader fra bløde hospitalsslanger til hårde og stive gasrør, vandforsyningsrør og kloakrør.

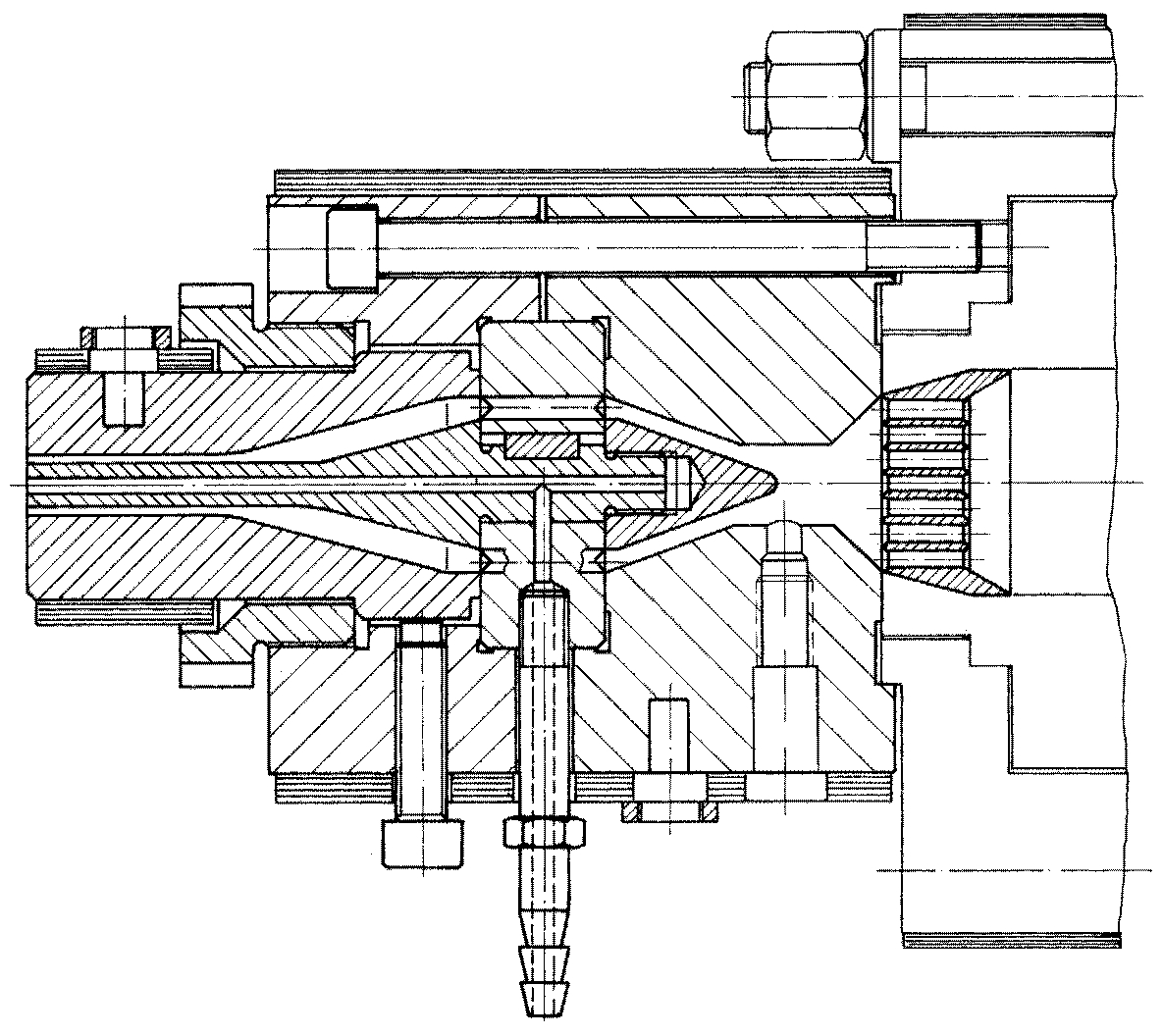
Når materialestrømmen passerer igennem dornholderens åbninger, deles den op i et antal strenge. For at få et sammenhængende rør må disse strenge ”svejses” sammen igen.
I materialer med høj viskositet (sejtflydende) er det svært at sammen-svejse disse strenge. Derfor udformer man dornholderen som et fortrængnings-legeme, der giver materialet en tryk- og temperaturstigning.
Fra materialefysikken ved vi, at plastmolekylerne kan strækkes, men vil søge tilbage mod deres oprindelige form, når belastningen ophører.
Når plastmassen udvides omkring dornholder og dorn, bliver molekylerne strakt både i flyderetningen og på tværs af denne. Den tværgående strækning (diameteren) vil ophæves igen, når smelten forlader dysen, og trække røret ned på en mindre diameter.
Netop for at undgå dette fænomen benyttes dornholdere med større diameter end dysen, hvilket modvirker den senere sammentrækning, når plasten forlader dysen.
Efter dornholderen bliver gennemstrømningsarealet i rørhovedet mindre. Under tryk, opnået ved sammenpresning i glattezonen, sammenstukkes materialet på vej mod glattezonen. Sammenstukningen gør det muligt at opnå god sammenflydning af strengene.
Men strengestrukturen vil ved spændingsudløsende varmebehandling altid kunne iagttages i det færdige emne.