Dysen
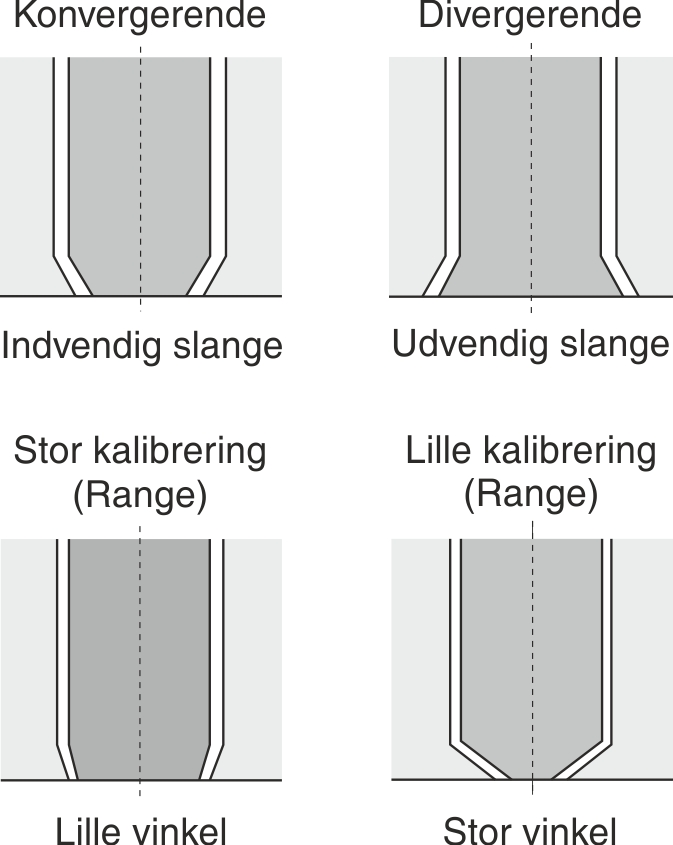
Dysen kan have mange udformninger. Som udgangspunkt arbejder man med to typer dyser til henholdsvis indvendig og udvendig slange. Ved indvendig slange har dornen afsluttende form i indadgående retning. Ved udvendig slange har dornen form i udadgående retning.
Indvendig slange anvendes normalt til runde emner med mindre diameter og uden håndtag.
Udvendig slange anvendes som udgangspunkt til større emner, flade emner og emner med skillerum fx håndtagsdunke.
Dysesæt med stor vinkel er meget følsomme ved justering. Samtidigt vil slangen ofte forsøge at trække sig tilbage til den oprindelige størrelse på grund af plastens ”hukommelse”.
Det er meget vigtigt at være opmærksom på, hvilken type dyse der anvendes, når man skal foretage justeringer under processen. Som sagt kan dorn og dyse bevæges op og ned i forhold til hinanden. Det kan som før nævnt ske ved hjælp af en hydraulisk cylinder, som er anbragt på toppen af hovedet. Hvis justeringer foretages forkert, kan dorn og dyse lukkes mod hinanden med risiko for, at der lukkes for materialestrømmen. Lukningen kan i værste fald medføre sprængning af hovedet. Desuden er der fare for, at dorn og dyse skader hinanden.