Gelcoat- og topcoatsskader
I dette afsnit behandles reparation af skader og produktionsfejl i gelcoat og topcoat. Typiske produktionsfejl er beskrevet i tabellen sidst i dette kapitel.
Ridser og skrammer, der ikke er gennemgående, men således at gelcoaten stadig udgør en lukket overflade, finslibes med vandslibepapir nr. 600, og de nu matte områder poleres til oprindelig eller ønsket glans med polérpasta.
Gennemgående ridser, krakeleringer (ofte stjerneformede), blærer, huller, såkaldt elefanthud (rynker) og andre gelcoatfejl eller beskadigelser udbedres, ved at gelcoaten først fjernes helt ned til glasfiberlaminatet. Randen slibes jævnt rund eller oval uden skarpe hjørner og affases med en hældning på helst 1:10.
Reparationsstedet renses for slibestøv med en acetonebefugtet klud eller bedre med en klud gennemvædet med styren. Styren fordamper langsommere end acetone og indgår som bekendt i polyestersystemet, men overskud skal alligevel fjernes omhyggeligt, inden arbejdet fortsættes.
Som erstatning for den fjernede mængde gelcoat foretrækkes samme kvalitet fra samme leverandør og med samme farvenummer. Der vil oftest opstå en nuanceforskel, fordi den gamle gelcoat er falmet, men hvis ikke den er meget gammel, vil den nye gelcoat ret hurtigt få samme nuance, da den også falmer.
Dosering af hærdemidler skal være meget nøjagtig, men især ved små portioner er dette vanskeligt. For en sikkerheds skyld er det en god ide altid at tage mindst 50 g gelcoat i anvendelse, selv om behovet er mindre, og så kassere overskudet. Da de fleste fejl på dette trin skyldes utilstrækkelig sammenblanding af gelcoat og hærdemidler, skal det pointeres, at det er overordentligt vigtigt, at sammenblandingen sker omhyggeligt. Brug mindst 3 minutter til omrøringsprocessen!
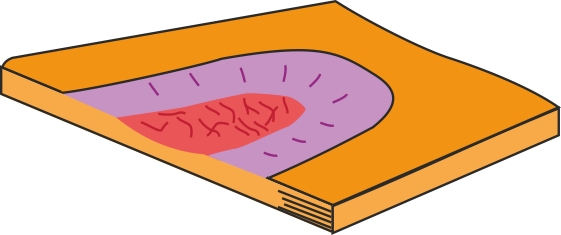
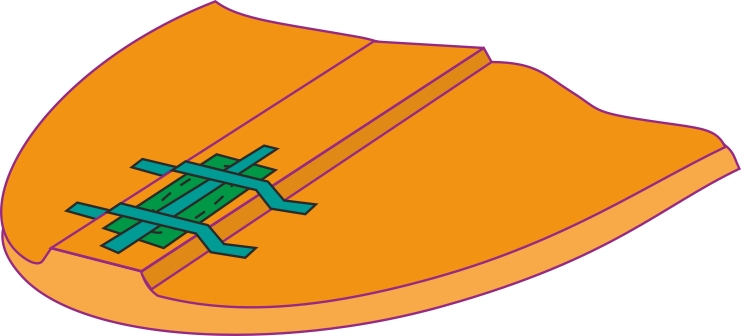
Før gelcoaten påføres reparationsstedet, rengøres omgivelserne, og det kan undertiden være fornuftigt at behandle med voks eller andet slipmiddel, men pas på ikke at komme for tæt på reparationsstedet! Gelcoaten påføres i overskud, og derover anbringes et stykke folie af et materiale, der ikke klæber til gelcoaten, fx termoplastisk polyester (fx Hostaphan® eller Mylar®).
Med spartel, gummivalse eller andet passende værktøj udjævnes massen, og et stykke pap anbringes uden på folien og fæstnes med tape, så gelcoaten forhindres i at løbe, mens den hærder. Efter hærdningen fjernes pap og folie, og reparationsstedets oprindelige kontur og overfladefinish genskabes ved en omhyggelig og tålmodig slibeproces bestående af tørslibning, vådslibning og afsluttende med polering med polérpasta i forhold til den ønskede glans.
Ved dobbeltkrumme flader eller andre vanskelige de taljer kan det være nødvendigt at gennemføre processen i to eller flere etaper. Fremgangsmåden illustreres på figurerne.
Valg af kornstørrelse
| Anvendelse | Kornstørrelse | Egenskaber |
|---|---|---|
| Grovslibning | P24-P50 | Meget materiale fjernes. Emnets kontur kan tilpasses |
| Mellemslibning | P80-P150 | Noget materiale fjernes. En pæn, glat overflade efterlades |
| Finslibning | P180-P320 | Meget lidt materiale fjernes. Fint udseende |
| Vådslibning | P400-P1500 | Efterlader overfladen egnet til polering |
| Polérslibning | Polérpasta | Færdigbehandlet overflade |
Vådslibning
Vådslibning udføres oftest som håndslibning.
Der startes med korn P400-500, og når slibe-stedet har ens struktur, skiftes til næste korn-størrelse med største spring P200, og der sluttes med kornstørrelse omkring P1500.
Jævnligt under slibningen og ved hvert skift af kornstørrelse skylles slibestedet med rent vand. For at sikre optimalt sliberesultat bør man jævnligt kontrollere resultatet i tør tilstand. Ved med en kulblyant at tegne streger på emnet kan man kontrollere, at der er slebet i bund, dvs. at gamle slibespor er fjernet. Blyantsstregerne går helt ned i bunden af slibesporene, og når farven er væk, er de gamle slibespor ligeledes væk, og der kan skiftes til finere kornstørrelse.
Tørslibning
Inden tørslibning påbegyndes, er det vigtigt at beskytte det ubeska- digede område mod unødige sliberidser, idet skadesområdet afdækkes med tape. Er der store toppe af gelcoat, der ligger langt over om givelsernes niveau, indledes der med grov håndslibning med tørslibepapir, og der slibes videre med mellemslibning og afsluttes med finslibning. For at undgå, at der ved håndslibning slibes helt igennem gelcoatlaget, benyttes en slibeklods med samme kontur som emnets. Derved slibes der kun på de højeste punkter. På store, regulære områder kan der anvendes vinkel- eller excentersliber.