Fordelerkanaler eller indløbskanaler
Det normale indløbssystem til fler-emnesværktøjer er direkte indarbejdet i formpladerne og føres ikke i separat opvarmede fordelerblokke eller dyser.
Temperaturen på indløbskanalernes overflade svarer derfor til formtemperaturen, hvorfor den plastmasse, der er til stede i indløbssystemet, størkner efter indsprøjtningsforløbet og må efter hvert skud afformes sammen med emnet.
Indløbet indgår altså i skudvægten, men kan principielt regenereres og genanvendes.
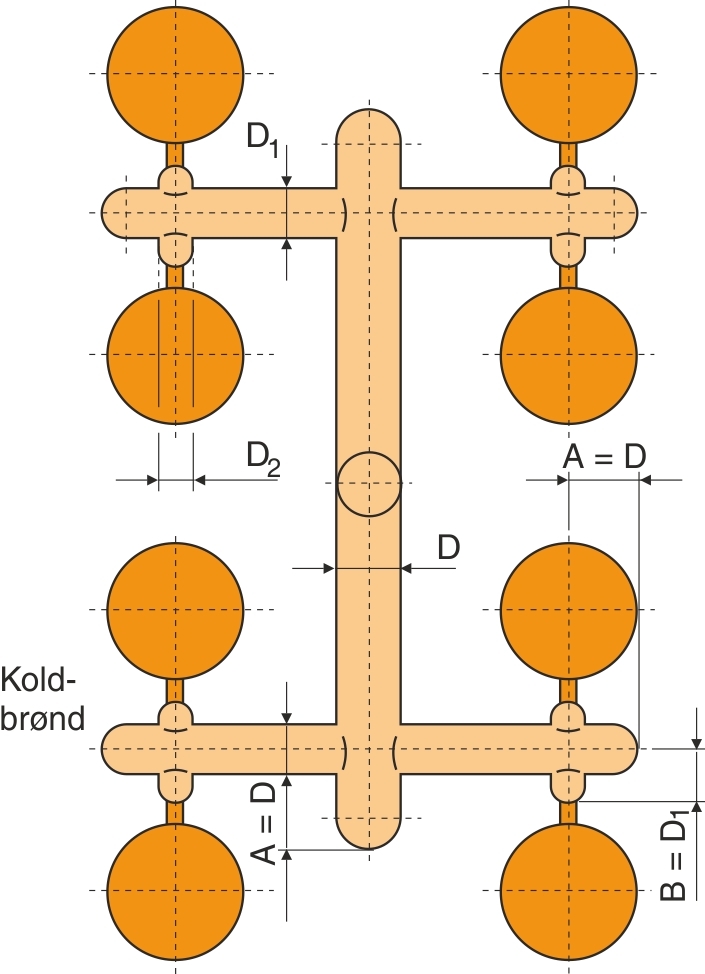
I fler-styksværktøjer med primære og sekundære fordelerkanaler anbefales det at lade alle kanalerne gå ud i en koldbrønd. Kanallængden skal gøres så kort som muligt.
Hvor der kræves små emnetolerancer i fler-styksværktøjer, skal fordelersystemet afbalanceres, således at alle kaviteterne fyldes samtidigt – og så nær 100 % som muligt.
Fordelerkanalerne skal holdes så små som muligt, dog således at de netop tillader, at kaviteten med sikkerhed fyldes, og at indløbet størkner før indløbskanalerne.