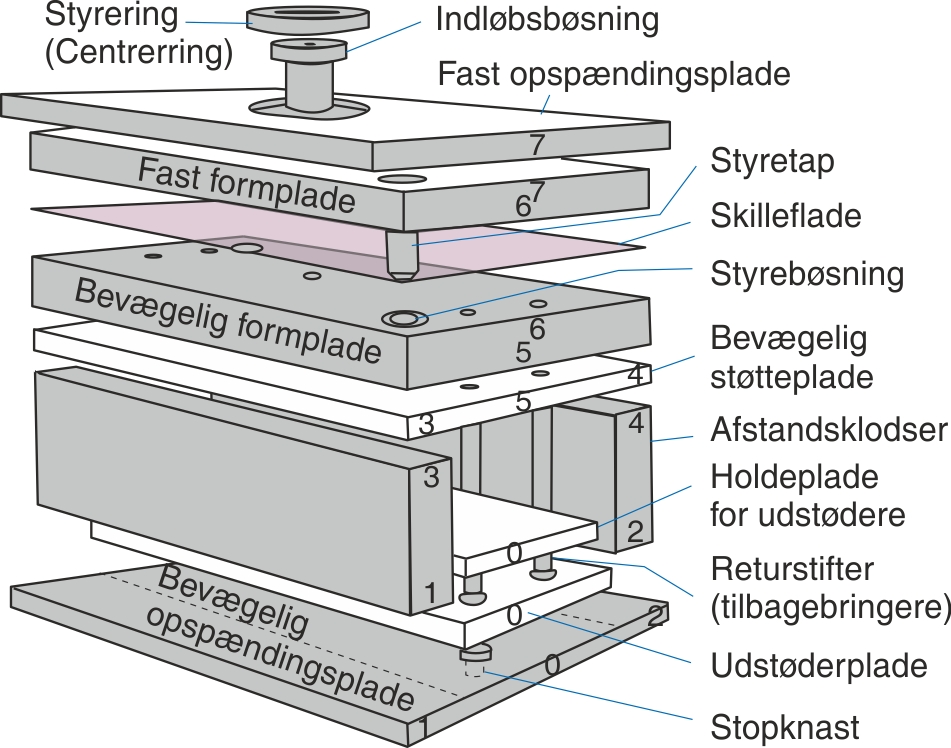
Sprøjtestøbeværktøjets opbygning og hovedbestanddele
Ved adskillelse og samling af sprøjtestøbeværktøjet er det vigtigt og nødvendigt med en opmærkning af de enkelte værktøjsplader. Den viste opmærkning på tegningen nedenfor er en meget benyttet og god opmærkningsmetode.
Sprøjtestøbeværktøjets styrering dimensioneres til at passe til styrehullet i den mindste sprøjte-støbemaskine, det vil komme til at køre i. Eventuel opdimensionering af styreringen sker ved hjælp af omsætningsringe eller med udskiftelige styreringe.
Styreringens funktion er at styre værktøjet på plads i maskinen under værktøjsopstillingen samt at sørge for værktøjets centrering i forhold til sprøjteenhedens maskindyse. Sammen med spændejernene sørger styreringen også for, at værktøjet ikke glider ned ad maskinplanet under produktion.
Bemærkninger til værktøj
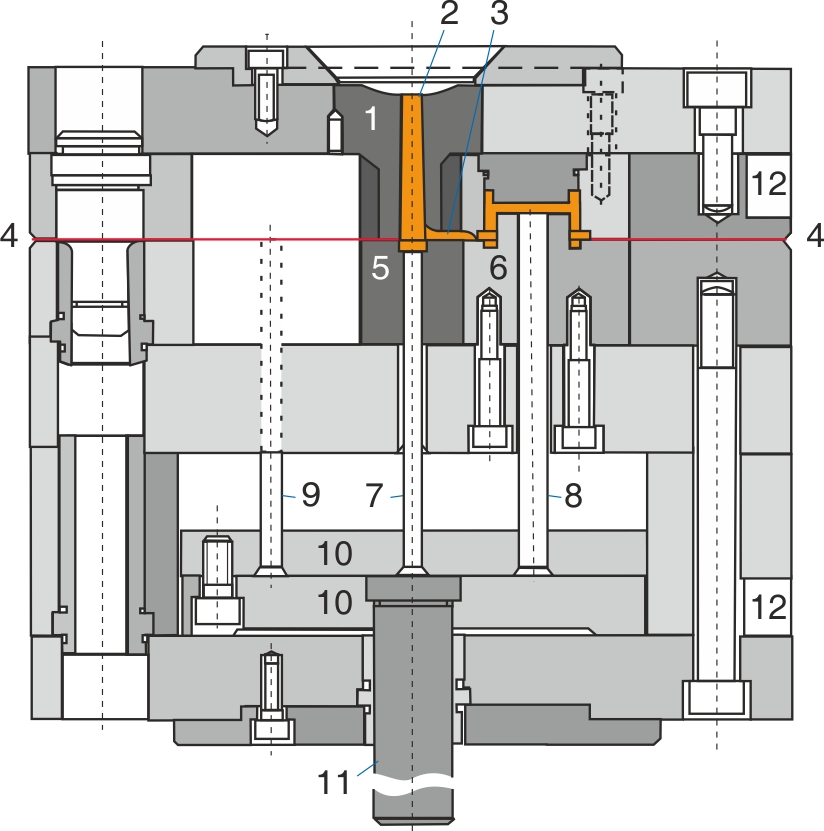
- Værktøjet er fremstillet uden fremstående opspændingsplader (flanger), dvs. værktøjet er glat. Opspændingsflangerne er for den faste formparts vedkommende fræset ind i den faste formplade, og for den bevægelige formparts vedkommende er opspændingsflangerne fremkommet, ved at der i afstandsklodserne er lavet en indfræsning.
- Styreringen holder indløbsbøsningen på plads, så den ikke bliver skubbet bagud af sprøjtetrykket under indsprøjtning.
Styreringen i den bevægelige formpart ser man ikke hos ret mange sprøjtestøbevirksomheder, men den er en stor sikkerhed for optimal centrering under et produktions-
forløb.
Denne bagerste styrering er relativt vanskelig for værktøjsmageren at fremstille, da centreringen er vanskelig og skal være noget nær 100 procent nøjagtig. - Indløbsbøsningen er af en styrestift forhindret i at dreje rundt. Såfremt indløbsbøsningen drejer rundt, vil eventuelle indløbskanaler blive blokeret.
- Styretappe, styrebøsninger og centreringsbøsninger er monteret i ét og samme pasningshul, der er gennemgående i alle værktøjets plader. Disse gennemgående huller udbores i én arbejdsgang med alle værktøjspladerne samlet.
Denne fremstillingsmetode betyder, at sprøjtestøbeværktøjet altid lukkes og åbnes let og nøjagtigt. - Udstødertappen (11) er udstyret med en styre- eller glidebøsning, hvilket bevirker, at den ikke kæntrer.
- Udstøderstiften, der er placeret midt i emnet, har et stort udstøderareal, men burde om muligt have været placeret på emnets kanter for at give den bedste afformning.
- Selve emnerne er ilagt formindsatse, hvilket sikrer relativt billig reparation ved beskadigelse.
Med anvendelse af emneindsatse skal det øvrige værktøj ikke hærdes, hvorved man undgår skævheder og kast i værktøjet på grund af hærdespændinger.