Kapperør, isolering på elledninger osv.
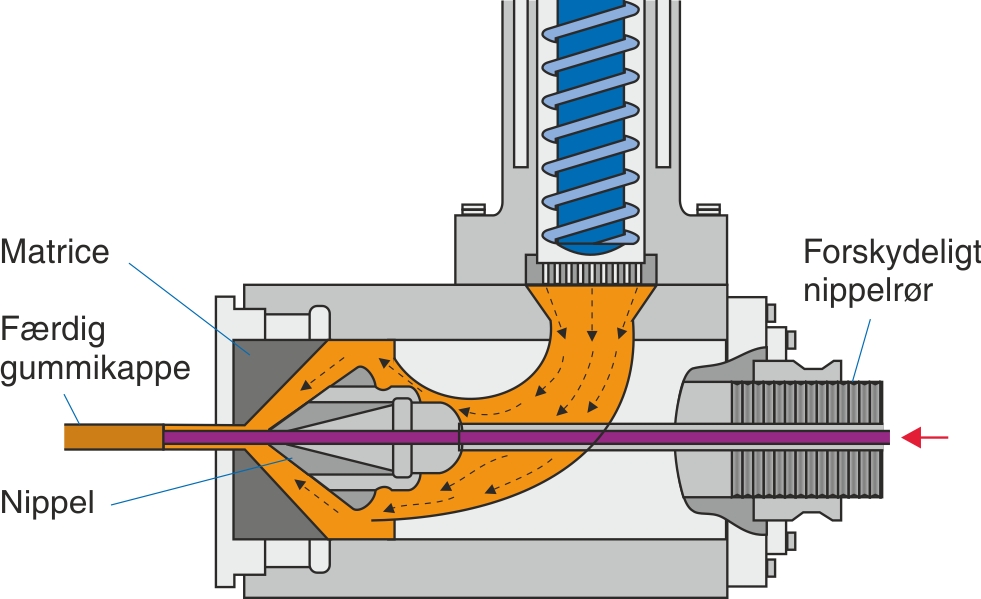
Værktøjet ligner lidt et rørværktøj, men den afgørende forskel er, at der er et hul på langs midt gennem værktøjet. Heri ledes tråden eller emnet, som skal påføres plastisolering.
Det betyder, at plastmassen skal ind gennem siden af værktøjet. Gennem kanaler i krydshovedet formes plastmassen nu til et rør uden om tråden. Metaltråden ledes ind gennem hullet, og plastrøret lægger sig som en kappe (isolering) omkring tråden. For at sikre at isoleringen slutter helt tæt ind til tråden, etableres der ofte vakuum mellem tråd og kappe.
Princippet er generelt set det samme, om det er en tråd, der skal isoleres, eller det er en haveslange med vævet armering, der skal have det yderste lag plast på. Princippet bruges også, hvis man har brug for at lægge et vand- eller olierør ned på havets bund. Disse rør er ofte armeret med stål for at klare det meget høje tryk. For at beskytte stålet mod rust lægges en plastkappe yderst.
Ligeledes anvendes dette system, når man ønsker at lægge et kapperør på isolerede fjernvarmerør. På den måde er rørene beskyttet mod fugt og mod dyr, som kunne ødelægge isoleringen.